

文/本刊日本编辑部
提供高附加值服务的战略据点
◆通过经营整合,集中推进
旭食品的公司理念就是“保持食物的丰足,不断开拓食物的快乐。”作为开拓“食品”业务的市场领军企业,已逐步发展成为大型食品批发集团(图表-1)。

今年1月26日,旭食品的三家控股公司旭食品控股公司(株)、kanakan控股(株)、丸大堀内控股(株)进行经营整合,成立“tomoshia控股(株)”。这一公司源于“共同幸福、互相照亮”。
3家公司应用各自优势地区的材料供应方案和客户应对能力,建立起覆盖全国的物流体系,也形成了新的食品流通网,可以说这是进一步稳固原有体制的结果。
◆规模最大的物流网点
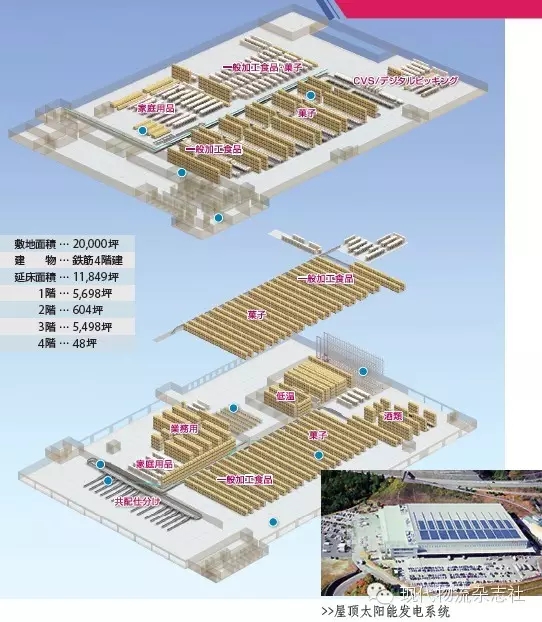
旭食品的物流目标是“资金流”和“货物流”的一体化,对于所有客户,以最低的成本提供最佳的物流质量和服务。利用四国、中国、九州、近畿、中京、关东的60个物流网点,实现高品质的物流服务。公司整合了高知市近郊的5个据点,于2000年在高知县南国市设立了主力物流网点“四国综合流通中心”。在物流仓库内以先进的设备管理着常温商品、低温商品、酒类、糖果、日用品等约24,000种商品。公司还能够提供满足客户需求的Just In Time配送服务(图表-2)。
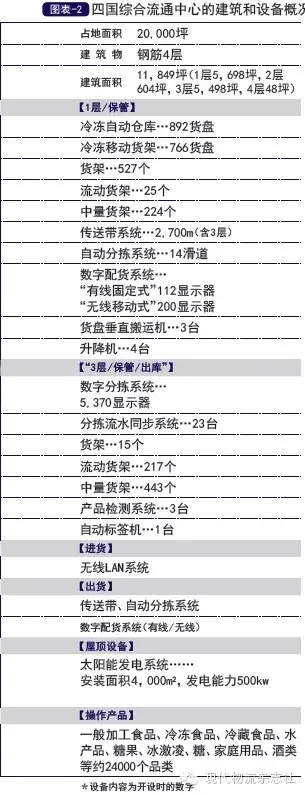
该物流网点是公司内,乃至行业内最大规模的物流中心,从设立之初起,通过最尖端系统的引进和应用,成为提供高附加值服务的战略性物流据点,赢得零售业的高度评价。
事实上,长期以来我们始终没有得到物流设施内专业采访的许可,因此没有机会向读者详细介绍物流现场的详细情况。本期开始,我们正式取得了采访许可,来到冬季仍旧阳光灿烂的南国高知地区。
物流中心的概要、功能与特点
◆主要功能与特点
①采用与信息系统联动的最尖端物流系统设备,提供更高效、更高附加值的服务
·24小时365天、1日3次配送的体制
·多品种少量、Just In Time配送
·前置时间短、支持组类供货
②完善的管理手册,实现低成本运营
③构建起满足客户各种需求的全线物流系统筑
◆太阳能发电,BCP
另一特点是,在大量消耗电能、燃料资源的流通行业内,公司积极地投身于防止全球气候变暖的事业。2007年,在本中心建筑物的屋顶安装了太阳能发电系统。
总面积14,850m2的中心屋顶上,安装了2508片太阳能电池模块。安装面积达到4000m2,发电能力500kw。电力与商品电源连接,供中心的冷冻冷藏设备、照明、空调等的部分供电用途,休息日剩余的电力卖给电力公司。
2011年4月~2012年3月,一年的发电量达到265,672kwh,其降低环境负荷的效果如下:
·石油消减……137,458ℓ(18l油箱7636桶)
·二氧化碳消减……101,821㎏-c(换算成碳)
公司于2011年11月,制定了防止未来发生南海地震的对策,将总部从高知市南晴山町迁移到即使海啸发生也不会受到损害的本物流中心。同时不遗余力地推行BCP对策。我们来到中心的现场,有幸了解物流系统设备和作业的真实情况。
1~3数字分拣线
承担小类分拣功能的3层数字分拣线图1。拥有5370个显示器,主要操作干燥食品、糖果、面向便利店的商品,以纸板和片为单位出货。
各区域的标签打印机输出的标签图2粘贴到货箱上,使用便携终端进行扫描图3后,商品正面的指示灯会亮起,作业人员拣出显示的数量,放入货箱中。装满后,按下已满按钮,而排出至内侧的出货传送带上。



4~8流水同步分拣
同样是3层的家庭用品区域。与此前的加工食品相比,出货频率较低,装满前活动线会变长,因此4家店同时作业。
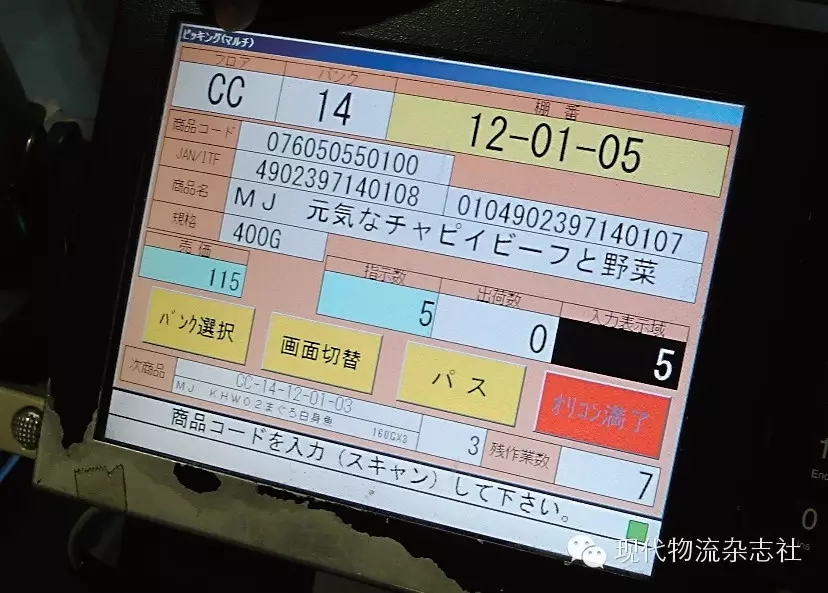
无线车载电脑上显示出货数据,画面中显示定位信息和商品信息图4。作业人员看到后,移动到该区域的正面,找出商品,并进行条形码扫描,放入指示的货箱中图5、图6。装满后,从货箱转移至出货传送带图7。本同步分拣图8系统包括数字分拣及以下的分拣系统、自动仓库,由负责整个物流系统的DAIFUKU公司生产。




9~10产品检测机
数字分拣、同步分拣后,装满的货箱会被移除,根据客户的要求,检测内装产品的情况图9、图10。本中心的负责人大利诚司介绍,错误的原因主要是在货架上的摆放失误,错误率在2万分之1(对行数)左右,控制在非常低的水平。

11~14进货与入库
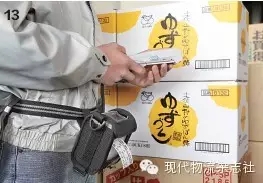
1层进货区域中图11,从卖方接货时,用无线便携终端(卡西欧生产)将EDI发送的事前出货信息数据和商品箱的ITF代码进行对照检查,输入箱数和保质期图12。此时,如果日期反转,则防止进货。遵循先入先出的标准,严格管理公司内及客户的出货标准,将新鲜的食品供应给顾客。如无问题,将便携式无线打印机图13输出(sato公司生产)的入库标签粘贴到箱子上。该标签由入库定位装置指定,任何人都能够顺利地进行入库操作图14。



15~17货箱出货
1层、中2层高知中心的作业,基本上都是周转率高的货箱出货。根据箱数,粘贴出货标签,因此将标签与箱子上的条形码对照图15、图16,粘贴后流向出货传送带图17。(特卖的大量产品,在货架上粘贴一个标签)。


18固定数字配货
处理日常用品、冷藏产品的低温品区域,引进了两种数字配货系统。图18区域采用112台面向便利店出货的有线固定型数字显示器(寺冈精工生产),各店铺的位置信息采用固定方式,1天发货3次。
扫描产品条形码后,分拣区的指示灯和数字会亮起,在厢式货车上分拣完产品后,指示灯熄灭。

19~20无线数字配货
这里是移动式无线数字显示器图19、图20(寺冈精工生产),每次操作店铺会与200台显示器建立关联,可灵活地使用。


21~23冷冻自动仓库
自动仓库4座,可保存950个货盘。与货盘的条形码位置信息建立关联,可实现先入先出和日期管理图21、图22。作业人员从出库的货盘中分拣出需要的数量,并装在厢式货车上图23。

24~25出货分拣
分拣出货区域之前,1~3层的各分拣区域的四个出货传送带合并成一个。在14个滑道上按目的地进行分拣图24。总结出每个日期、时间段各客户分配的商品,进行出货图25。


丰田指示板方式的现场改善
与以上物流系统不同的是,本中心还有一个运营方面的亮点。就是引入了丰田指示板方式的现场改善活动,并落实下来。我们通过当前状态的可视化指示板进行介绍。
图26是“技能学习培训图”,它表示对作业关键项目“出货、入库补充、步骤、产品检测”等,每个人掌握到怎样的程度。淡蓝色表示各自的主要作业,黄色表示辅助作业。为实现作业的标准化,部门间相互支援,互派支援人员,这就是丰田的指示板方式,通过该表,谁去做什么作业都一目了然。个人如果掌握更多的技能的话,并增加小时工资。

图27是物流品质管理板,可以与上年对比更细微地管理配货错误或破损等数值。平时,设置好与上年相比要消减的目标值,用笑、哭、怒的表情表示结果。

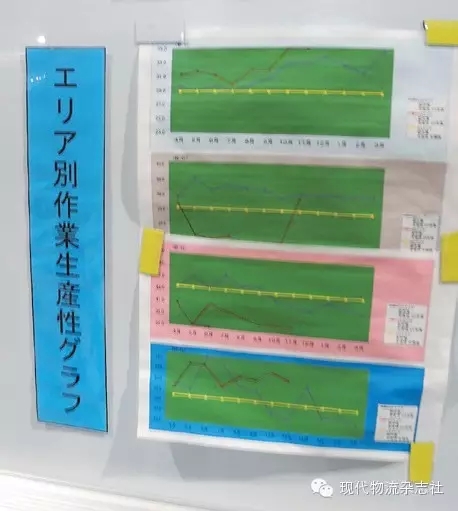
另外,图28是各区域的作业生产率图,可以用可视化的方式,管理质量及生产率的现状和变化。
大利中心长解释说:“丰田指示板方式的改善活动从中心开设第3年开始,担任丰田自动纺织机的顾问,已有10年”。
“目标值已设置更高的数值,最终目标为零。因此,应认真考量误出货等内容,找出真正的原因。”活动成果在每年举行若干次的公司内报告会上发表,并平行推广。这一举措似乎已经深入现场和管理者的内心。
进一步提高物流品质、缩减成本
负责公司物流和营业的四国营业本部长兼物流本部长川村智视先生指出“零售业的客户对批发货物的要求仍旧是物流品质”。
“前置时间短Just In Time交货、正确性、及中心现场的日程管理是最重要的课题。更严格地管理中心内的进货和出货标准,为客户提供更新鲜的商品,这是我的使命。”
那么,在人口减少、少子高龄化的市场环境中,又该如何应对呢?
他说:“最终客户的食品变少,销售积分减少的过程中,物流最大的课题就是,通过完善配送渠道、配送频率,提高车辆的装载率,提高库存的周转天数,以降低成本。今后,具备配货功能的各分店负责,继续开展旨在缩短前置时间、降低成本的工作”。




 时间:2019年12月20日
时间:2019年12月20日
 地点:上海
地点:上海












