【本刊原创-特辑】
轮胎企业凭借在智能工厂建设、物联网技术应用及全链路物流协同方面的前瞻性布局,实现生产效率与产品品质的双重跃升,为行业转型提供了可借鉴的革新路径。
在全球汽车产业向电动化、智能化、定制化加速迭代的浪潮中,轮胎作为车辆核心零部件,正经历一场由新质生产力主导的深刻变革。定制化消费趋势倒逼生产模式从规模化量产转向柔性化制造,而环保法规的收紧与供应链效率的竞争,更让轮胎企业将智能化升级与物流体系重构视为破局关键。
汽车产业重构倒逼轮胎行业升级
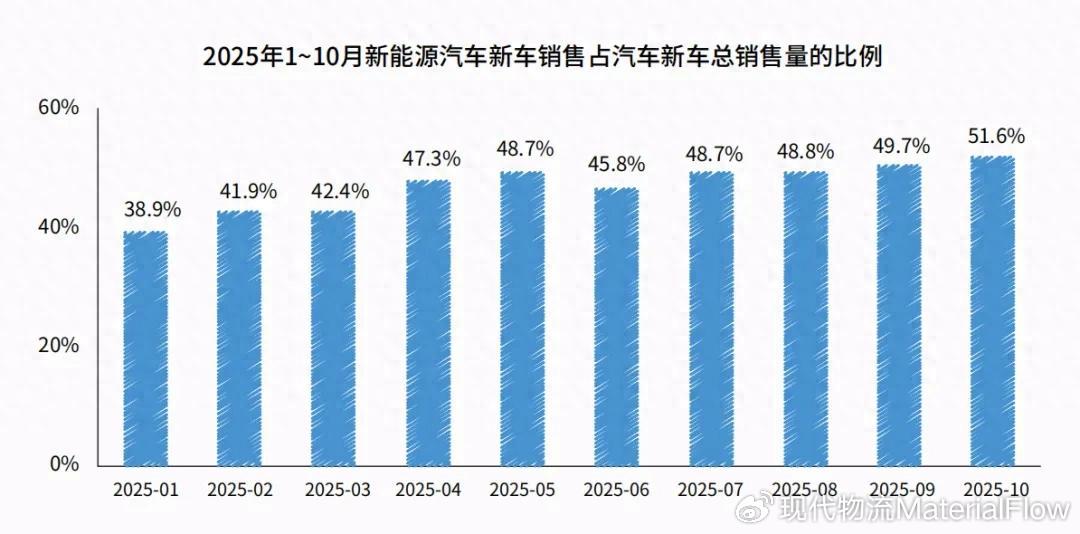
当前,全球汽车产业高速发展,电动化渗透率持续攀升与定制化需求爆发式增长,成为驱动轮胎行业变革的核心力量。IDC数据显示,2025年全球纯电动汽车销量将超过1,210万辆,保持两位数的同比增长。新能源车型因电池重量大、动力输出特性特殊,对轮胎的承载能力、耐磨性及滚阻系数要求远超传统燃油车,这促使轮胎企业必须通过技术创新与生产升级,研发适配新能源车型的专用产品。
同时,消费市场的定制化需求正在打破传统轮胎行业的规模化生产逻辑。从高性能跑车的赛道级轮胎到家用SUV的全地形轮胎,从冬季专用胎到适配城市通勤的静音轮胎,消费者对轮胎的功能、规格、性能需求日益多元化。传统生产线难以满足小批量、多规格的生产需求。
从行业现状来看,轮胎产业正呈现“两极分化”格局:头部企业凭借智能化布局加速抢占高端市场,而中小厂商则面临产能过剩、技术滞后、利润压缩的困境。《轮胎商业》统计数据显示,全球前十大轮胎制造商占据近70%的市场份额,其中米其林、固特异、德国马牌等巨头纷纷加大智能化投入,通过智能工厂建设、数字孪生技术应用、物流网络升级等举措,实现了生产效率提升、产品不良率降低的显著成效。
实践:智能化与物流革新案例
米其林沈阳工厂智能化升级
米其林中国沈阳工厂是亚太地区轮胎智能制造的标杆基地。该工厂成功入选世界经济论坛(WEF)正式公布新一批“灯塔工厂”,成为中国首家、也是目前唯一一家获此殊荣的乘用车轮胎制造企业。
米其林沈阳工厂全速推进新能源汽车轮胎产品布局,产品规格数量激增340%,目前规格总数突破250种。这一快速扩容对高速自动化生产线形成全新考验,工厂通过部署30多项数字化解决方案,深度融合人工智能、机器视觉和大数据技术,实现生产力的大幅跃升,数字化转型大幅提升生产柔性、生产效率与产品质量,达成了最小起订量降低71%、试产交付周期缩短51%、产品不良率下降36%的显著成效。
数据显示,沈阳工厂的年产能已从最初的不足1,000万条升至2025年的1,710万条。2025年7月,工厂静音轮胎生产线增至5条,年产能实现从130万条到500万条的跨越式增长,增幅高达285%。此外,同年推进绿色智能制造产能转换项目,将轿车胎年产能提升至2,230万条。

德国马牌中国合肥工厂智能化
德国马牌将中国市场视为全球战略核心,其位于合肥的工厂作为在中国唯一的生产基地,通过深度智能化改造与跨界协同,构建起适配中国及亚太市场需求的高端轮胎智造体系。合肥工厂于2025年四期项目投产后,引入了前瞻性的制造工艺与产品技术,全面提升生产线自动化与智能化水平,不仅大幅提升生产效率与产品品质,更通过转运自动化改善车间人体工学环境,减少操作人员的体力消耗。工厂聚焦新能源汽车与高性能车型的轮胎需求,将ContiSeal自修补、ContiSilent静音棉等核心技术转化为成熟产品。
该工厂四期扩建项目已经投产,预计到2027年全面达产后,年产量将提升至1,800万条乘用车及轻型卡车轮胎。
固特异全球智能工厂网络与数字化构建
固特异通过构建全球智能工厂网络,实现了智能化生产模式的规模化复制与本地化适配,同时依托数字化技术重构全链路物流体系,强化了全球供应链的协同能力。在美国阿克伦总部基地,固特异建设全球先进的智能工厂,其智能轮胎测试中心配备超过1.2万个IoT传感器,可同步监测滚动阻力、胎面磨损等性能指标,测试效率较传统方式提升数倍。该基地的智能工厂引入模块化生产线设计,可在15分钟内完成从SUV轮胎到高性能跑车轮胎的产线切换,支持200余种规格的混线生产。
在欧洲市场,固特异德国工厂引入包装自动化单元,配置ABB系列机器人,支持全系列乘用车胎的自动包装。为实现全球生产与物流的协同,固特异智利工厂联合罗克韦尔自动化等合作伙伴推进工厂升级,构建数字化管理。目前,固特异将智能工厂模式推广至中国等生产基地,进一步强化全球供应链的智能化与协同化水平。
行业与未来:新质生产力引领轮胎产业新生态
轮胎行业的智能化转型并非单纯的设备升级,而是以新质生产力为核心,实现技术、生产、物流、服务的全价值链重构。
从自动执行到自主决策
AI与物联网技术的深度交织,正让轮胎工厂完成从“机器替代人工”到“系统自主思考”的质变,智能化决策赋予工厂自我优化、自我调节的能力——通过遍布的传感器,实时捕捉胶料配比、硫化温度、设备转速等海量数据,AI算法不仅能动态优化生产工艺、预判设备潜在故障,更能根据订单需求灵活调配生产资源,让小批量、定制化生产成为常态。
数字孪生技术则让智慧升级有了具象载体。通过构建物理模型,实现全流程仿真与预演,既避免了试产过程中的资源浪费,也让生产节奏的调整更具前瞻性。如青岛双星等企业的智能工厂已率先验证这一逻辑,生产效率较传统工厂提升数倍,产品不良率大幅降低。

从效率优先到体验至上
轮胎行业的仓配网络从集中式储备逐渐向分布式响应转型。过去,轮胎配送依赖“中心仓辐射全国”的模式,订单响应往往以天为单位,如今,中心仓、前置仓、门店仓的立体网络正在成型,轮胎交付亦从按时达向即时达跨越。
例如佳通轮胎与九识智能在河北沧州试点的无人车配送网络,实现仓储与汽修门店间的高效调货,缩短门店等货时间;德国马牌则设定30分钟快配服务目标,致力于将轮胎配送变成“像点外卖一样便捷”的体验,让品牌服务从产品本身延伸至交付末端。更深刻的变化在于,全链路数字可视化已成为标配,这种一站式服务正在消解传统汽车后市场的信息壁垒,让服务体验更具确定性。
从合规要求到价值内核
当ESG从行业议题成为全球贸易的准入门槛,绿色低碳也嵌入了轮胎企业的核心价值发展。欧盟碳边境调节机制(CBAM)等法规的收紧,同样影响轮胎产业主动布局绿色转型,贯穿从原材料到废弃物处理的全生命周期。在生产端,智能工厂通过优化硫化工艺、引入太阳能等清洁能源,持续降低碳排放强度;在物流端,新能源运输工具的应用、路径算法的优化、环保包装材料的普及,正构建全链路绿色物流体系;在产品端,低滚阻橡胶配方、生物基材料的研发,不仅能帮助新能源汽车提升续航,更能减少使用过程中的能耗与污染。

轮胎行业转型对整车企业的反哺价值
轮胎行业的智能化升级与优化,实际也与汽车整车企业形成深度绑定、双向赋能的生态关系。在研发端,轮胎企业的技术创新为整车性能升级提供核心支撑,尤其适配新能源汽车的专项突破。例如米其林针对新能源车型研发的低滚阻智能轮胎,滚动阻力系数比其他品牌轮胎平均值有明显下降,推动整车产品力迭代升级。
在生产协同端,轮胎企业的柔性化生产能力与智能化物流体系,为整车企业的定制化生产与供应链高效运转提供保障。当前,汽车整车企业正从规模化量产转向“订单式生产”,对零部件的交付时效、规格适配性要求大幅提升。例如德国马牌与京东养车的即时交付网络,能完善整车企业的售后网络,提升终端用户体验。
在供应链韧性层面,轮胎企业的全球智能工厂网络与数字化物流布局,可以帮助整车企业构建起更具抗风险能力的全球化供应链。此外,轮胎企业的绿色转型实践,如环保材料应用、低碳生产工艺等,也与整车企业的“碳中和”目标同频,助力汽车行业实现全生命周期的绿色发展。
在新质生产力的驱动下,轮胎行业正经历一场深刻的产业变革,轮胎企业的实践不仅筑牢了自身的竞争优势,更通过对汽车整车企业全产业链的反哺,推动整个产业链形成良性循环的生态系统。未来,轮胎行业的竞争将是技术创新能力、生态整合能力、可持续发展能力的综合较量,持续拥抱技术变革、重构服务体系、深化跨界协同,更能推动轮胎这一“足下基石”的高质量发展。
END
《现代物流》| 文章精选139
引领产业发展,成为世界级专业供应链物流媒体
本文版权归中国《现代物流》杂志所有,欢迎文末分享、点赞、在看!转载请联系后台。






 时间:2026年6月24-26日
时间:2026年6月24-26日
 地点:上海新国际博览中心
地点:上海新国际博览中心