
8 月 21 日上海 Pharma X 未来医药峰会现场,瑞仕格展台吸引大量关注。展会期间,来自 80 余家医药企业的 150 余位行业领袖及从业者纷纷驻足,围绕物流自动化设备细节、企业仓储痛点解决方案深入咨询。瑞仕格工作人员专业答疑,现场洽谈热烈,充分印证其在医药物流自动化领域的标杆地位与市场认可度。


四大核心板块
拆解医药物流自动化
瑞仕格解决方案工程师刘可的演讲更是 “座无虚席”,围绕医药物流自动化,内容归为四大板块,实用干货层层递进:

刘可演讲现场
01
物流自动化系统解决方案
● 物流自动化系统按处理对象(货型),分托盘系(重载)与箱式(轻载)解决方案;按设备功能,分为储存类、搬运输送类。
● 制药厂常用托盘储存方案为 AS/RS(托盘堆垛机),多为双深或单深;瑞仕格在制药行业还涉及多深方案,如托盘子母车、多深堆垛机(堆垛机搭载子车)。
● 制药厂箱式设备常应用于成品下线包装后自动码盘,其物流自动化方案一般不涉及拆零拣选。

瑞仕格核心子系统
02
制药厂物流系统建设的典型做法
(建筑与库前)
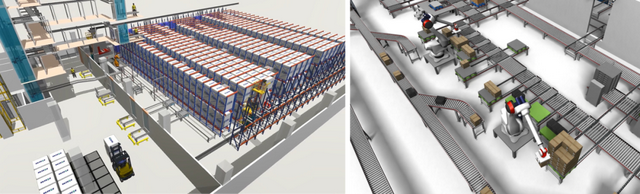
● 制药厂生产建筑与物流建筑的关系中,较常见的是生产车间与含物流自动化系统的仓库各自独立成栋(如下图所示);也存在生产与仓库同处一栋建筑的情况,但生产、仓库分别作为独立建筑的布局形式更为典型。
● 生产建筑与仓库建筑通常为相邻的建筑。生产建筑通常位于仓库建筑的左或右侧,以减少跨建筑的输送搬运距离。生产与仓库的连接通常是在2楼或以上楼层的建设连廊,以实现多设施、跨设施的物流一体化运作。
物流自动化解决方案
● 自动化仓库向车间的物料搬运,其单元化形式一般是托盘形式,由AGV进行搬运。而车间向自动化仓库的物料搬运,其单元化一般是“箱子”的形式,由箱式输送线进行输送。如对自动化的程度要求不高,也可不使用箱式输送线。这种情况下,车间与仓库之间的物料搬运都是以托盘为单元化形式,通过AGV进行搬运。
● 仓库内分为储存区与作业区。储存区为通高设计,单楼层,高20多米(AS/RS所在的区域)。作业区为储存区前方的平面作业区(库前区),若建筑为24米高,则库前区可设计多层,常见的为3~4层。
● 库前区布置托盘输送系统,将多个巷道(多台AS/RS)串联起来。制药厂立库库前的托盘输送系统,通常为托盘输送线(主线为闭环设计)、直线穿梭车等。
库内托盘不下线
03
制药厂物流自动化系统典型应用场景
● 高架库风管下探:20米立体库(阴凉库)温度控制与传统平库阴凉库相比,对温差控制、温度均匀性的挑战更大。采用风管下探的方式,可以在很大程度上提高温差控制准确性。
● 合规与体验:输送线穿墙配 “防火卷帘门 + 快卷门”,兼顾消防合规、温控与货物通行。
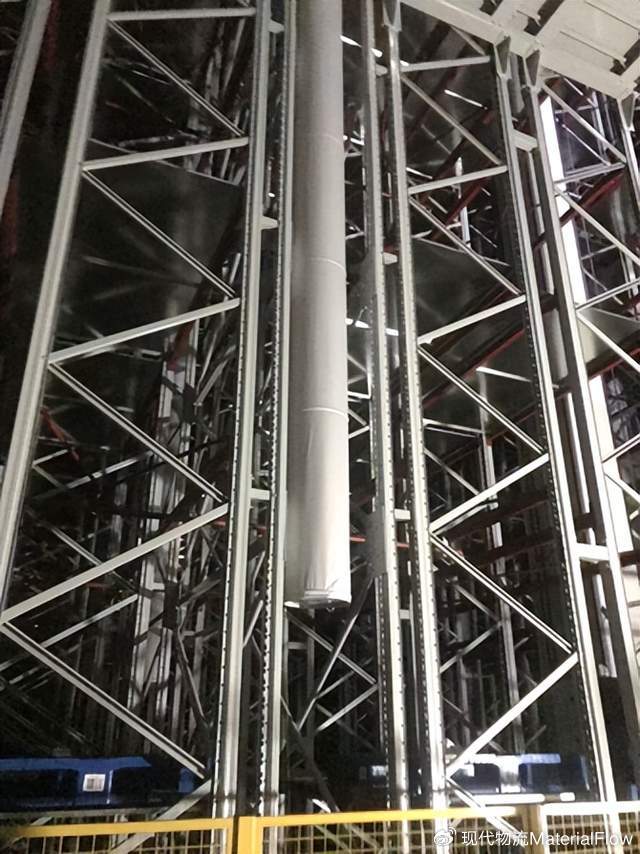

风管下探 库前输送系统穿越两道门
● 极端环境:-40℃冷库(原液库)解决方案。
● 托盘密集库(多深解决方案):在不到6米的净高空间内实现储存能力最大化。
● 自动码盘入库:车间成品下线后以箱单元形式自动输送至立库库前,根据成品SKU&批次进行自动码盘入库,仓库管理系统(瑞仕格WMS-SynQ)与药监码系统完美互通。
托盘密集库& 箱式输送跨楼层 机械手自动码盘
04
本土化工厂,快速响应
前面提到的制药厂物流自动化解决方案以托盘系解决方案为主。瑞仕格托盘系解决方案核心子系统已实现全面本土化多年,均在瑞仕格昆山工厂生产,部分子系统为昆山工厂向全球供货。


瑞仕格昆山工厂
● 集成化底盘,质量保障:发货前对堆垛机集成底盘进行整机动态测试,集成底盘可实现90%的部件组装发货,现场实施效率大大提升,安装周期得以缩短。
● 堆垛机下横梁组件:特殊的下沉式设计,降低最低取货高度,提升空间利用率。
● 堆垛机标配人工轿厢:人工操作轿厢、爬梯和电控柜通道在立柱同一侧,方便进入。维护时人随载货台升降,人工轿厢大大提高维护人员的维护便利性。
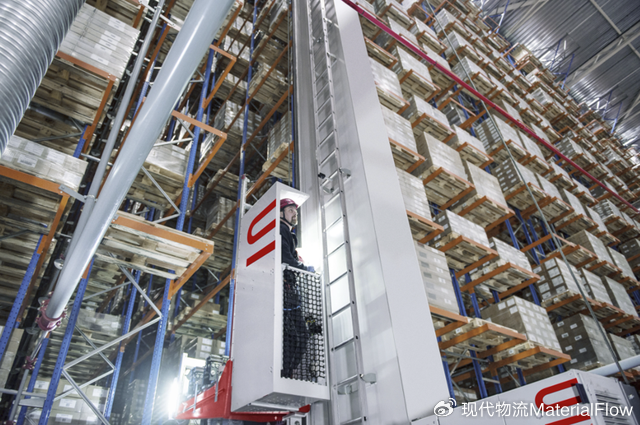
人工轿厢
● 箱式解决方案本土化:继托盘系解决方案全面本土化之后,箱式多层穿梭车等轻载系解决方案也已实现本土化。箱式多穿为医药流通领域主力设备(制药厂一般用不到多穿),通常作为拣选引擎或缓存集单用途。瑞仕格箱式多穿可实现单巷道每小时最大2000 箱出入库(入库1000箱+出库1000箱)。
从展台的火热咨询到演讲的干货输出,瑞仕格以 “场景化方案 + 硬核技术” 为医药物流数智化转型提供清晰路径。未来,瑞仕格将持续深耕行业,为更多医药企业打造高效、合规、智能的物流自动化系统!






 时间:2025年11月5-8日
时间:2025年11月5-8日
 地点:深圳国际会展中心(宝安新馆)
地点:深圳国际会展中心(宝安新馆)












