
【导语】(株)RYOSHOCK PETCARE(菱食宠物护理)作为三菱食品(株)集团公司(下文简称:三菱食品<株>)的成员之一,主要经营宠物食品和宠物用品的批发。三菱食品(株)的物流基地位于日本关东、关西、东北三个地方。其中日本关东的基地为城东宠物物流中心(1)(千叶市野田市见图表 1)。由三菱食品物流中心的运营部负责,将货物配送到东京、神奈川、千叶、埼玉、群马、栃木、静冈等地区。宠物食品以及宠物用品种类齐全,范围非常广泛,平时状态需要处理14000个之多的 SKU,其中大部分都是需要拆零的商品,物流作业量也不是件容易的事情,为此在物流中心积极推进系统化操作。由富士通(株)公司负责综合物流系统的总集成,以(株)丰田自动织机为中心,(株)ITOKI 与大库输送机(株)的物流装备企业共同合作,发挥各公司优势,实现省人力资源的操作。
1天1万件入库作业,实现商品与托盘的信息匹配

三菱食品(株)的信息系统方面以“NEW-TOMAS”作为主干系统,与主干系统相联合的物流装备管理综合控制系统,集成了到货入库检查产品和自动仓库,输送机,货物分拣等的各个部分。该主干系统,会在今后更新新开发的“MILAI”系统,预计会进一步强化商品的多品种少量化消费需求等功能。物流中心的一天总流程是从收到前一天向厂家订购的商品被送过来,再到进行货验货入库为止。一周当中物流量波动较大是这个中心的特点。家居中心等为了周末的销售方便会在星期四大量订购,而且为了补充周末畅销的商品还会在星期一大量的订购。据说仅仅星期一,星期四的出货数量就达到一周物理中心处理的货品整体的48%。


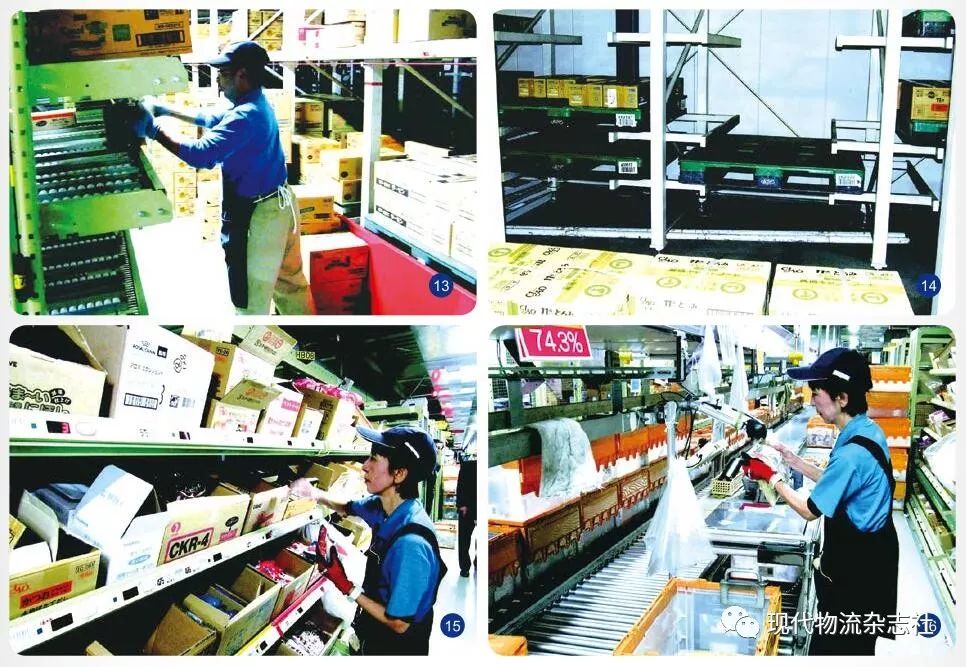
这些信息为接下来的工序做出谁先入库谁先出库的完美准备,有效地保证了新鲜度的管理。叉车操作人员查看入库标签了解储存地来判断是使用1层的重力储物架储存,还是使用堆垛机搬运存放至自动仓库。在1层的重力储物架上摆放的主要是以整箱为单位的出库货物,这里都是体积较大的大袋宠物食品和卫生间专用的砂等特卖构成较高的商品。1层使用叉车等进行拣选发货(3)。如果是连锁店,会进行批次总量拣选最后到达发货暂存区前进行手持扫描,按照不同店面进行分类(4、5)。丰田L&F公司出品的电动叉车在现场发挥很大作用(6)。通过堆垛机的托盘基本上会直接收藏到2层的托盘自动仓库。(7)前移式叉车也是由丰田L&F出品的。三菱食品(株)的物流中心还引入了日本国内首创的丰田叉车管理系统“TOYOTA T_Site”,通过该系统管理叉车的运转状况,对提高生产能力以及安全保障具有显著成果。



倚靠超越自动仓库和人员的处理能力彻底实现货物先进先出
在2层的未固定区域保管着因尺寸问题无法由重力货架与输送机无法储存和输送的商品。在这里存放着可以直接发货的小猫咪的床和小狗狗的窝等用品(8)。据说夏天还有水槽等会入库。在其旁边就是交通路线别的区域。这里也负责北海道等偏远地区的发货,配送时不采用可回收利用的周转箱,而是采用装入纸箱中配送(9)。1天大约300件,一个月大约要发货10000件左右。原本进入自动仓库的商品还存放在固定货架进行保管的区域(10)。中度频率出货的商品大约有2000项目采用了人工拣选。自动仓库具有一定的速度并能保持一定的实施能力进行出库操作,与之相对在希望发挥大量出库所需要“瞬间爆发力”的时候,人海战术会更快捷一些。然而如果是有品尝期限的商品,这种方式难以做到严密管理、先进先出,所以不作为这里的库存商品。



(11)的左侧是堆垛机的出入库口,右侧是托盘自动仓库的入口。从1层上来的托盘原封不动的通过堆垛机运送到自动仓库中,或者收纳到保管专用货位,又或者进入到拣选区的补货专用货位。设置在2层的托盘自动仓库共有2个,一共有2800个货位(12)。托盘自动仓库的下一层与处理高频率商品的2阶数字标签拣选区域的补货流水线相连接。如果补货商品托盘出库的话,补货流水线一侧的指示灯就会点亮,操作人员会从档口的托盘中取出显示数量,投入到对面流动架背面的补货口中(13)。为了预防库存断货,如果流利货架的库存数量按照商品分类低于设定数量的话,自动仓库就会发出指示,自动让商品托盘出库。如前所述,每个托盘的ID编号与品尝有效期限的这些信息所关联,所以补货商品也是实行先进先出原则。本刊记者采访当天是月初的星期一,发货数量特别多,为了防止耽误补货,在通道上从半夜工作到第二天清晨,因为需要出货,所以对货品堆积情况来进行检查。空了的托盘暂时放置在自动仓库内(14)。等作业结束后,夜间切换到空托盘回收模式进行排出。这是为了确保白天堆垛机能够专心进行商品托盘的出入库。在单件货物拣选区域也采用了电子标签在亮灯的地方取出指定的数量,获取正确的商品然后进行条形码确认之后放入到周转箱中(15、16)。超长的输送带以区间为单位进行隔断开,如果显示板上出现“进入下一区间”直接送入下一个区间,如果出现“结束”字样则合上盖子推入里面的出库流水线(17~19)。这个运输流水线走向周转箱自动仓库。通过采用条形码管理,收货失误率达到10万分之10。同时考虑到发货周转箱中“如果过多的放入商品店铺陈列时工人就会出现搬不动的情况”,所以商品主数据库设定按照1个周转箱不超过17公斤进行管理。

自动仓库容纳8万件货物机器人负责周转箱的码垛工作
一方面,中低频率的商品是从与货物自动仓库相连接的拣选区域进行发货的。从自动仓库发出补货商品时(20、21),电子显示器会从亮灯的货物中显示需要拣选指定数量的商品(22)。结束工作的周转箱被运送到上述(16)中的高频率商品拣选流水线,来追加其他商品。包装箱里所剩余商品会重新返回到自动仓库(23)。贯穿1层到2层的大规模货物自动仓库大约可以容纳80000件货物商品(24、25)。临时储存结束拣选的周转箱分类自动仓库(26)(ITOKI的SAS)会按照不同的客户群体备齐发货商品,货物备齐后的周转箱就会自动被整理出库。周转箱会由“大库”输送机出品的机器人码堆机自动进行堆积(27)。当堆积到10个时会自动运送出去。按照不同配送方向进入发货待机区域(28)。与分拣周转箱的自动仓库成为组合的自动码堆机也可以使用输送机以及升降方式,然而这个机器人方式操作简单,故障较少,更为方便。




以上是称为全方位利用自动化技术的物流战略的管理活用事例,但是进一步详细询问的话,绝不仅仅如此。以灵活运用人海战术的瞬间爆发力为契机,不要仅仅依赖于自动化系统,而是 “人与机器的有机融合”这一概念才是根本之道。
其他文章链接:

其他文章链接:






 时间:下半年
时间:下半年
 地点:上海
地点:上海












