
由于零售业需求和结构的日益变化,日用杂货批发业随之发生大幅度整合以及行业重组。其中,日本知名日用品和化妆品批发商Arata的横空出世加速了这一发展趋势,推动了行业整合。本文将基于Arata九州南部物流中心进行详细报道。
连接“商品·故事·体验”的中间流通商
物流中心建设的背景
“连接商品·故事·客户体验,进一步提高企业价值。”这是Arata2017年开始中期经营计划时提出的概念。正值公司踏入全新景象之际,提出该方针不仅在于送达产品,还在于为消费者带来更丰饶的生活,提出全新的计划,旨在成为“连接商品·故事·客户体验的中间流通商”。
2018财年实现最高利润后,公司2020财年的计划目标定为“销售额7,800亿日元,常规利润10亿日元,当期纯利润68亿日元,ROE(净资产收益率)9%以上”。为此,Arata的基本任务是将大概1,600家厂商提供的约12万个品项商品送达属于5,000家零售企业的5.5万家零售店,同时通过对物品和信息的一元化管理,利用公司的管理、物流能力提供综合批发商解决方案。
截至2018财年,按产品类别划分的销售构成中,健康与美容(H&B)占30.7%,洗护用品23.9%,纸制品20.1%,家庭用品7.4%,宠物用品及其他占17.9%。以客户行业分类的销售构成方面,因日本国外游客销售需求扩大,环比增长6%的药妆占47.7%、家庭五金用品超市占16.9%、SM11.9%、折扣店7.2%、GMS6.5%、其他9.8%。

九州南部物流中心在第二阶段制定有三个基本战略:
① 继续制定增长战略
扩大经营类别(健康与美容、日用品、OTC药品、宠物),深耕区域(九州、东名阪),按不同业务类型采取不同经营模式。
② 为未来奠定基础
扩大海外业务,电子商务/开发PB自有产品/培养物流相关的人力资源(增加JAVADA业务职业认证/物流资格证书持有者)。
③ 进一步加强业务基本盘
优化整个供应链的挑战,进一步提升对物流中心的投资,深度整合物流功能。
Arata物流总部物流企划部长兼劳动安全担当部长大原康一先生说,Arata物流中心以一个大型物流中心(共11个)年出货量超180亿日元为核心,如果将直营物流中心计算在内,公司在全日本共计32个基地,加上运营中心则为38个。值得注意的是,作业现场曾积极引进和开发自动化仓库、高性能拣货台车、分拣机等各种MH(物料搬运)机械设备。继埼玉(08年)、千叶(08年)、石狩(11年)、江南(13年)、北上(15年)等大型中心相继建成之后,最新投入使用的是九州南部物流中心。

设置物流中心的目的
九州南部物流中心是继Arata九州北部物流中心的第二个中型物流中心(占地面积3,300坪,作为对照,北上中心面积约11,000坪,江南中心约7,000坪),作为同一区域的中型物流中心,九州南部物流中心以强化和专注本地客户服务为目的。近期批发物流业(包含医药)趋势正在发生明显变化,物流枢纽战略由在全国大部分地区的郊区设置大型物流中心转为贴近各地市场,打造市区枢纽战略,Arata九州南部物流中心便是在此背景下建立的。
九州南部物流中心负责人由利胜昭先生说,本次新建中心的目的是从BCP应急物流观点出发,除分散风险外,还希望解决劳动力短缺的问题。过去从福冈九州北中心送货到鹿儿岛,开车要花4~5个小时,给驾驶员造成很大负担,导致很难招聘驾驶员,这也是新建物流中心要解决的问题之一。
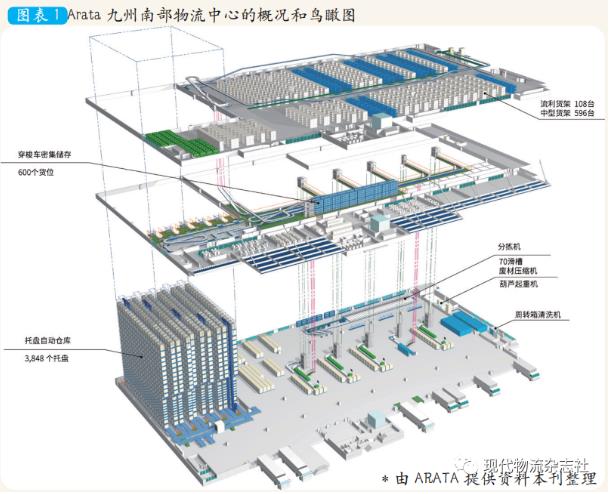
◆中心概况
图表1展示了九州南部物流中心的概况图和物流中心整体系统的鸟瞰图。
现场工作流程
收货/验货/入库
(1、2)收货与检验
图片(1)显示卡车从制造商运来商品的卸货状态。在卸货工作中,货车停泊在中心等待卸货时间及驾驶员其他相关工作可能花费数小时,因此,公司与制造商合作开发了“接收优化系统”,并实施了以下操作:事先取得收货信息,提高有效分类效率;预约入库时间;自动验货系统,努力减少驾驶员工作时间。
目前九州南部物流中心运行的是简易入库系统。入库时驾驶员担任的工作需花费大量时间,首先驾驶员应当卸货,通过手持终端(HHT)检验,确认无误入库后,将终端打印的标签贴在外包装箱上;然后自行辨认标签上标记的具体储存位置(以判断入库目的地在设施内的自动仓库还是在其他分区),再重新将产品装载到托盘上,这等于是重复劳动。因此,在HHT上增加“显示目的地模式”,在进行入库检验(照片2)的同时,可以一键轻松查询储存目的地并进行分类。
通过此功能,九州南部物流中心还实现了另一项重大业务改进,即夜间配送业务。公司提供送货驾驶员安全区域的钥匙,同时借出附带HHT,深夜从福冈到达的交货司机,将商品放入指定区域,有效完成验货和存放目的地的分类工作。通过扩大夜间配送业务,公司将物流压力分摊到白天和夜间,减少白天的工作量。
九州南部物流中心之前规模不大,一天之内的送货车数量达到40~50辆,而且白天驾驶员的排队等候时间可达2~3小时。现在主要厂家的交货时间转移到了夜间,因此白天的交货量减少40%至50%,基本实现缩减司机等待时间。另外,公司正在研究与供货商传递数据时,能否在运输订单数据中添加存储地点数据,预先按目的地、仓库楼层分类送货。这样可以带动行业合作,进一步减少驾驶员的等待时间和附加工作时间。

(3)~ (5)搬入自动仓库
在九州南部物流中心1楼,货物从月台搬入口进入自动托盘仓库(制造商为IHI物流产业系统,以下简称IHI)中。托盘输送机为环形,通道之间的移动是自动化,可以在夜间由机器人进行无人值守的补货、出货,五台堆垛机通过反馈控制系统实现高容量和低震动,货位有3,848个托盘,如(5)所示,这里设置了层高较低的区域,提高了空间利用率。

(6) 托盘识别传感器
九州南部物流中心此前一直混合使用自有和租赁的塑料托盘、木托盘,现在统一使用日本托盘租赁有限公司(JPR)的租赁托盘,简化为两种类型,设置了托盘识别传感器,实现在托盘传送带上分类,提高操作效率。
(7)RFID门禁
JPR托盘配有支持个性化管理的RF标签,货物运送处安装了可自动读取标签的RFID门禁读卡器。另外,公司将与JPR的验证系统展开合作,进一步进化验证设备,例如在标签中加入产品信息,免除验货等全新技术。

码垛工作/人工智能机器人
(8、9) 传统的码垛工作、货箱拣选工作
图(8)展示了2楼的货箱出库作业台和补货传送带。以往补货商品从托盘自动仓库出库后,如图(9)所示,货箱拣选出货工作由人工进行,是重体力劳动,迫切需要自动化以节省劳动力。值得注意的是,具有固定编程模式和教学模式的传统机器人码垛机通常用于货品品种有限的生产线。但是,九州南部物流中心的货品种类成千上万,而且物流现场的状况千变万化,根本无法预料下一个来的是什么商品,采用传统码垛机机器人不现实。

(10) ~ (12)AI码垛机器人
近年来,AI技术迅速发展,IHI在日本首次投入使用AI卸垛机器人克服了传统机器人码垛机无法实现的难题。(10、11) 深度学习功能极大提高了2D/3D相机的对象识别能力。尽管MUJIN的自主机器人控制器在日本广为人知,但是此次的技术是由美国硅谷的创新企业Kinema Systems公司和IHI共同开发,以九州南部物流中心的码垛机器人系统“Kinema Pick”为基础,成功开发出无需事前录入图像数据和教学数据的码垛机器人系统。
最快搬运时间被缩短为6秒/周期,通过发出最短路线指令,仅靠两台机器人就可以实现900箱/小时的搬运速度。(12)空气吸附方式将搬运重量设定为15kg(最大22kg,重量越重,就需要越慢地搬运,不然就越容易掉落),如此,本需要三名工作人员的现场,现在仅需一名。
大原先生说:“起初,我们在调整时遇到很多麻烦,现在相应货品不再发生掉落现象了。”剩下的问题是,如果货箱顶部不够平坦,就很难进行自动搬运。从在整个配送过程中优化物流的角度考虑,将来可能会要求制造商采取支持自动化的货品包装。
(13) 自动粘贴标签
从托盘拣选出库的货箱需要粘贴送货客户标签,补货箱子也需要粘贴相应标签。在货品传送带上,通过读取货箱的ITF条码,可以将标签自动粘贴在箱子的短边上,以前的手工粘贴实现了自动化。此外,将标签贴在箱子的短边,是为了装在笼车上时更方便看到,同时,通过箱体横向方式进行传送带运输,可实现过去1.3倍的货箱通过量。

手推车拣选系统
(14) 拆零拣选区
九州南部物流中心3楼的拆箱拣选区为1,550坪,设有108个流利式货架和596个中量货架,按货品分类设置。
(15) 重量验货手推车·AiMAS
这是Arata的特色系统,九州南部物流中心引进60台后,数量达到约2,600台,通过手推车终端的易懂指示,工作人员将手推车移动到指定位置,选择产品,扫描条形码,其后按照指示,将货品放入手推车上的三个周转箱之一。放入货品后,手推车检查货品重量,将其与主数据进行核对,从而避免了货品种类,数量和目的地发生错误。这就是九州南部物流中心实现 FiveNine(99.999%)交货精度背后的秘密。

(16) ~(18)匹配周转箱
回到工作的起点,工作人员先从开始区域的周转箱供应传送带中取出空的周转箱,将其放在手推车上,粘贴打印出来的标签,扫描条形码,完成信息匹配,然后进入分拣工作。正如照片(32)所示,工作人员此前拿取三个周转箱、组装箱体、剥离旧标签的工作,大约需要1分钟完成;但如今在清洗箱子时下功夫,进入周转的周转箱已剥除标签,采用周转箱到人系统,包括登记匹配条形码,整个流程只需要15秒,仅此一项改善,就使生产率提高了5%。

(19)手推车拥堵
但是,在某些情况下,许多手推车会聚集在特定位置,由于交通拥堵导致手推车无法前进。这时,工作人员会放下手推车,手持拣选完毕的货品步行返回。由于离开终端时容易忘记终端指示,所以工作人员一般都会在纸上做笔记,想方设法进行处理。

(20)~(22)AiMAS Mobile
因此,公司采用了新系统“AiMAS Mobile”,终端的工作说明以摘要方式显示在手表式iPod上。工作人员从购物车中拿起一个小的购物篮,离开手推车,进入货品存放相应位置(20、21) 。回到手推车旁扫描验货,重新放入货(22)。通过这种灵活的机制,生产率得到了极大提高,系统投入使用后,70名兼职人员的分拣工作效率立即跃居全国前3。仅花了四个月,就创造了全国顶级记录。

(23) 周转箱出库、空箱回收线
分拣操作完成后的货品周转箱将会被封箱,放入出库传送带,然后运送到出库前的穿梭车密集储存系统(Shuttle&Server)之中。如照片(23)周转箱传送带的上半部分是一条空箱传送带,用来运输补货产品中拆卸下来的空纸板箱。通过将它的高度降低15厘米,并采用易于看清的隔板,可以减少放置错误。“公司不仅采用新系统进行改进,”大原先生说,“还不断利用这些‘小窍门’改善效率。”这种对于提高生产率的不懈追求令人钦佩。

周转箱自动仓库、出货传送带
(24)穿梭车密集储存系统(Shuttle&Server)
周转箱自动仓库采用了IHI的Shuttle&Server,该仓库可以临时存储已拣选完毕的周转箱,然后按不同目的地分别进行发货。6台色彩缤纷的穿梭车,最大可同时存储600件周转箱,出入库能力最大达到1,100箱/小时。
(25、26)出货传送带
接下来,周转箱被运输到一层的五条出货传送带上,工作人员按照目的地和门店类别进行装车,如果送货目的店铺发生变化,工作人员必须将货品转移到另一辆货车。周转箱运送方向一般短边朝外,当送货目的商店改变时,运货方向将会改变90度角长边朝外,如此一来,工作人员更容易且准确地堆叠商品。这也是这次现场改善有效的小窍门之一。另外,对这些内部物流系统进行统筹管理的是Arata自行开发的“Arata WMS”。

退货分拣机
(27)~(30)新版小件退货分拣机
在批发业的物流基地,除上述发货业务以外,还有其他的繁重工作,即退货分拣处理。因此,该中心与制造商北商合作开发了新的退货分拣机。
如图(27、28),投放口设置了类似欧美大型超市收银台的输送机,当未曾进行分类的退回货物到达这里,扫描后被投入时,系统会确定货物的位置,并根据工作情况自动进行排序。首先工作人员可以在一大堆退货商品中,轻易选出同一供货商的产品,且商品条形码清晰,扫描速度加快,提高了生产率。扫描后,将货品放在一个小的塑料盘中,系统自动将货品投入分拣机的空位,通过70个滑槽将货品分类,见(29)。
滑槽下的工作人员将已经按制造商和产品类别分类的退货投入到周转箱中,然后将空出来的小塑料盘归还到上层的回收输送机(30),周转箱装满后工作人员只需按下手边的按钮,系统自动打印的标签就会到达滑槽,以前工人只能自行前往打印机位置寻找标签。


周转箱
相关/安全/环境/福利待遇
(31、32)周转箱清洗机
鹿儿岛南部地区离樱岛很近,这里经常有火山灰落下,干扰业务现场的工作,因此需要清洗周转箱(31)目前此工序也有了新的改善。空的周转箱以折叠状态洗涤,脱水后组装并晾干,如(32), 所示。以前的工序是晾干完毕,叠好周转箱后搬出,但是如今周转箱无需折叠,可以直接投入到周转箱供给输送机中。如图(16),这道工序免除了开始拣货时组装周转箱的麻烦,此外,趁清洗后周转箱仍然潮湿时,进行剥离旧标签工作,提高商品分拣效率。
该周转箱是Arata与供货商三甲株式会社合作开发的,全新开模,采用了内部平坦且易于排水的结构。此外,地面清洁对于抵抗火山灰必不可少,凯驰清洗机发挥了作用。

(33) ~(35)废料压缩包装机、灭火剂
从废料传送带收集来的空纸板箱集中放在第一层的一个角落,在这里进行压缩和包装(33) 。此外,Arata还在所有物流中心的所有叉车上安装了投掷型灭火设备“Laxy”,如图(34、35) ,据说不大的火苗可以靠投掷该产品灭火。
另外,为应对频发的地震,高精度地震速报系统“摇晃报告”能够比紧急地震速报更快地在馆内自动播放地震预告,以工作人员的生命为最优先保障事项。另外,物流设备也采用了可以自动停止的设计。除此之外,中心还设有备用发电机,停电时可以提供约3天电力,对灾害、意外采取了十分周到的预备措施。


(36、37)医务室、食堂
最后是福利待遇方面。图(36)为医务室,根据性别分为浅蓝色和粉红色,工作人员感到不适时可以无需顾忌地到这里休息。图(37)为餐厅。九州南部物流中心长由利先生说:“这里参考了福冈、天神露天咖啡馆的设计”,适应潮流,深受员工好评。

全方位保障人力
进一步扩大出货
据由利先生介绍,在日益严峻的招聘环境中,九州南部物流中心在招聘100名兼职员工时共收到220人的申请,并且离职率极低,其他依赖人才派遣招聘员工的公司对此大为震惊。由利先生表示,虽然很多现场的事情对本中心而言都是初次挑战,但员工们都认真学习,进行了良好的工作应对,希望能担负将工作成绩扩大到全公司的重任。
另一方面,大原先生对今后发展表示,Arata将进一步扩大配送区域至九州南3县,并进一步扩大供货量。在此过程中,扩展夜间工作,不仅限于收货业务,还要尝试依靠MH和机器人进行自动补货业务。由此,不仅可以简化白天的工作,还可以减少缺货现象。同时,为应对最大市场——日本东京首都地区的销售增长,目前公司展开的土地收购计划和建设项目已经启动,目标为2021年投入使用。
文章来源于中国《现代物流》杂志






 时间:下半年
时间:下半年
 地点:上海
地点:上海












