
一个既能满足全渠道需求,又具备高前瞻性的物流中心,可以如何建设?
美乐家(Melaleuca)于1985年在美国创立,因提供“令人安心、效果显著、善待环境且价格合理”的产品而深受欢迎。也正因为如此,在过去的30多年里,坚持“品质卓越,价格合理”的产品理念的美乐家,在全球拥有了超过400款优质产品,逐渐发展为一家全球年营业额超过20亿美金、业务遍及全球19个国家及地区的跨国企业。
市场变迁带动物流需求激变
2003年美乐家正式入驻中国市场,发展至今在中国大陆地区拥有了29家健康生活馆、2个呼叫中心、4个配送中心,并在上海奉贤区、江苏省南通市设有两大生产基地。
同时,近20年间,美乐家也经历了中国市场飞速的发展与变迁。不仅是消费者的需求变动,在“互联网+”的融合下,消费习惯越来越个性化和碎片化,销售渠道也呈现多元化的趋势。同时,还要考虑到未来SKU的多样化和库存管理等各种需求,一个全新的现代化智能物流中心成为了必要的投资。
对此,美乐家总部启动了海外投资建设中最大的日化生产基地——美乐家中国总部园区项目,并于2021年正式投入运营。该项目位于上海工业综合开发区,占地面积约80亩,总建筑面积超过63,000平方米,涵盖研发中心、生产厂房、化妆品车间、洗涤用品车间、公用工程,以及关键的现代化智能物流中心。
牵手瑞仕格,建设全新现代化智能物流中心
对于该基地中的核心之一——现代化智能物流中心,美乐家选择了瑞仕格作为合作伙伴,由瑞仕格提供包括项目的设计、生产、安装、实施一整套全自动化的物流系统,通过自动化立体仓库,AGV、高效的整箱拣选及拆零拣选系统,同时满足美乐家2B和2C海量业务,提高订单履约效率。
物流中心概况
整个物流中心共计两层,一楼(图1)的主要功能包括了原材料、辅料、包材、工厂成品、外调成品的入库、存储,成品整箱拣选、拆零拣选订单的复核和所有订单的发货,同时考虑到美乐家部分商品相对特殊的储存要求,瑞仕格在一楼规划了特殊产品温控区,以满足对温度有一定要求的货物存放。
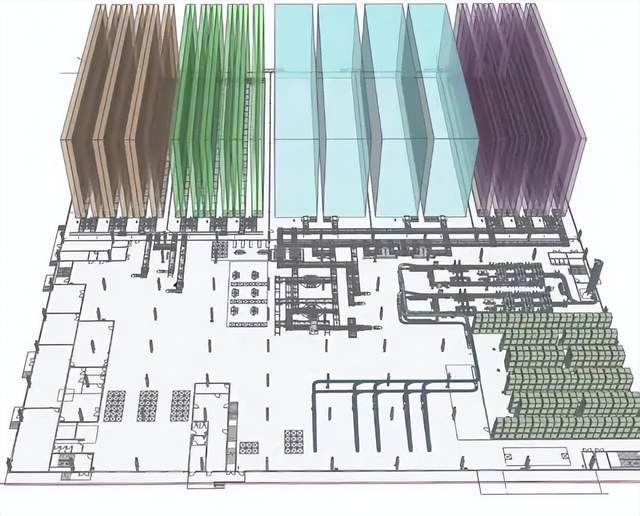
物流中心一楼布局
二楼(如下图)的主要功能为拣选,包括原材料、成品的拆零订单拣选等,同时还承担了原辅料、工厂成品的输送功能,以满足产线需求和一楼工厂成品入库的功能。
由于该物流中心承担了原材料、半成品、成品、包材等不同货物的仓储需求,不仅要考虑生产节拍、2B与2C各类订单的出库效率,还要考虑不同货物的收货需求,以及考虑到部分温控需求的货物,整个仓储的规划就变得非常具有挑战性,这对瑞仕格而言正是强项。
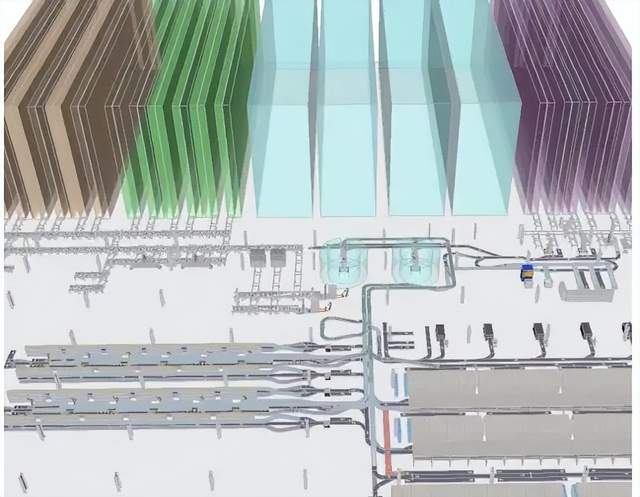
物流中心二楼布局
AS/RS自动化立体库满足复杂仓储需求
位于物流中心仓储功能区的是一座贯穿建筑整体的AS/RS自动化立体库。这座立体库分为四大区域,分别是包材存储区、原材料存储区、成品存储区和成品拣选补货缓存区,共计25,000多个货位。在这个庞大的AS/RS系统中,瑞仕格为美乐家提供了共11台堆垛机:在包材、原材料存储区以及成品拣选补货缓存区,配置有9台Vectura S22双深堆垛机(图3);在成品存储区配置有2台Vectura S22多深堆垛机,并分别搭载了1台RowCarrier卫星小车。如此庞大的存储量和极高的存储密度,为美乐家未来更多元的SKU仓储做好了充分的准备。

Vectura 托盘堆垛机自动存取原辅材料、包材和成品
合理库区规划保证有序作业
与包材存储区、原材料存储区相连的是原料、半成品、包材等货物的入库区,外调成品的入库区则被设置在了原料入库区与成品整箱拣选区之间。原材料、辅料、包材、外调成品等需要入库的货物在月台卸货后,由入库区完成入库并通过AS/RS系统完成存储(图4)。如此规划使得各个区域的作业井然有序。
而成品存储区和成品拣选补货缓存区则与成品整箱拣选区相连,接收到2B订单后,则由成品仓储区AS/RS负责出库,并通过成品整箱拣选区完成拣选,然后转运至发货分货区待运。此外,拆零拣选订单复核区,设置在外调成品入库区的一侧。在这两块区域的前方,分别是发货分拣区和特殊产品温控区,温控区域则是由人工完成仓储作业。其中,将各个区域相连的,是长达约1千米的托盘输送系统。

产成品在一楼进入成品库之前,通过换托盘机自动换托,再进行缠膜并输送入库
AGV环线+连廊完成生产与物流的打通
整座物流中心通过连廊与生产车间相连,生产作业区与仓储区通过生产区AGV环线、仓储区AGV环线相连接。在生产拣选订单下达后,位于二楼的原材料拣选区拣选出所需原材料,仓储区AGV通过连廊将原材料搬运至生产区;产成品由生产区AGV环线负责输送至连廊,然后通过仓储区AGV环线输送至提升机位置。提升机将产成品输送至一楼,并进行成品入库。为了满足高流量的需求,这两条AGV环线共配置了8台AGV设备。
播种+摘果复合型拣选满足复杂订单需求
拆零订单拣选区域是二楼最核心的部分。该区域又被细分为了拆零拣选、补货托盘出库、补货纸箱/料箱缓存等三个区域。
据了解,该物流中心需要整合会员B2C订单及上海配送中心运至其他配送中心的订单,这十分考验系统集成商在规划拣选系统方面的能力。最终,瑞仕格为美乐家A类品规采用订单播种(Put to Wall)方式,对B、C类品规采用订单摘果(Pick by lights)方式,该方案能够满足家乐美在2033年日均60,000单、每小时3,000单的订单需求,并实现自动化货到人的订单履约。
在2C订单下达后,订单拣选任务分别由播种拣选区和摘果拣选区共同完成,其中播种拣选区采用了24套播种墙,并配合电子标签指示。若订单内同时包含ABC类SKU,则订单箱先被输送至A类播种区进行播种拣选,然后再输送至BC类摘果拣选区。若订单内不包含A类品规,则订单箱无需经过A类拣选区,直接输送至BC类拣选区。若订单只包含A类SKU(不含BC类),则该订单箱在完成A类SKU的播种拣选后,经由BC类拣选区的输送线直接送至1楼进行复核打包(无需在BC类拣选站台弹出进行拣选)。
若订单中包含B、C类品规,则由输送线将订单箱输送至摘果拣选区,采用人到货的方式来完成余下订单行的拣选。其中,所有订单纸箱的成型由靠近摘果拣选区的自动折箱站台完成,然后通过输送线转运至拣选工位。
人机结合完成补货作业
为满足高效订单拣选的需求,在二楼AS/RS成品拣选补货缓存区附近,设置有补货托盘出库区域,主要配置有人工拆垛站台、机器人拆垛站台(图5)和换箱站台。机器人拆垛与人工拆垛相结合,提升了托盘拆垛效率;而换箱站台主要处理特殊箱型,将出库后的特殊箱型纸箱更换为标准周转箱。由人工或机器人完成拆垛的纸箱(或经换箱后的周转箱货物),一部分直接输送至摘果拣选区;一部分则首先经由输送线运输至机器人环形缓存区(图6),再由该缓存区为播种区进行补货。整个拣选区域采用了约3千米长的箱式输送线(图7),并通过螺旋提升机系统,将拣选完成的订单输送至一楼完成剩余的出库作业。

库卡机器人在拆垛站台进行拆垛作业

库卡机器人在环形缓存区进行作业

位于订单播种拣选区的箱式输送线
事实上,为了进一步提升拣选的效率,瑞仕格在原有的品规规划的基础上,进一步对订单结构和SKU结构进行再度细分,细分了B、C、D类品规的拣选方式,提高了系统的灵活性和冗余性,同时提高了整个拣选输送系统的可用性。在项目实施期间,瑞仕格面临着来自疫情等各个方面的压力,从设计规划、设备生产、软件开发到现场实施,瑞仕格都严格按照计划进行,保证项目按时交付,赢得了客户的一致好评。
随着这座现代化智能物流中心的上线,每月为中国百万名消费者提供品质服务的美乐家,也更坚定了迈向远大前程的步伐。






 时间:下半年
时间:下半年
 地点:上海
地点:上海












