
佐藤严宪先生
针对这点,佐藤先生告诉记者:“这是在有效利用物流自动化设备下了功夫的物流中心。”之前有过因为全面导入物流自动化设备,反而会被物流设备困住手脚的惨痛教训,所以在设立该物流中心时重新考虑了什么是符合时代要求的物流中心。
三菱食品集团第一个正式为电商企业服务的支援物流中心
在过去的发展中,三菱食品集团逐步实现“经营方针2020”,强化制造、配送、销售环节的上下游资源整合,突破过去仅为批发商服务的领域,打造适应“最佳流通业”,从生产物流到零售店配送物流体系,提供物流和信息一体化的解决方案。
具体的计划和执行如下:物流装备的机械化和自动化方面,自2016年开始至2017年期间,新增的物流中心内进行了大量的现场实践和验证工作,包括应用了多项自动化设备如多功能料箱自动设备、码垛机器人、无人小车、智能叉车等,还导入了车辆调度及运行管理系统等,用以节省各个环节劳动力。

(图1)外观图
2018年到2019年间,将有效地进行自行货架搬运机器人、小件拣选机器人、托盘无人搬运小车、作业人员的动态和人效管理,并导入多功能物流终端设备和物流机器人等技术。2020年,公司明确战略将在针对物流资源共享系统、机器标准化、人机融合等方面加大投入,并针对以上公司发展战略框架,不断增设新的物流中心。本刊在2017年9月刊采访的位于“Land port 厚木”(建筑名,开发商为野村不动产)的首都圈电商储藏型物流中心就是其中一个,也是三菱食品集团第一个服务电商物流支援中心。
这个物流中心主要为开展B2C个人销售及宅配业务的电商企业提供服务,具体包括了商品的拆零拣选和打包贴标等业务,力争成为能够提供订单履行以及库存、出库等支援功能的物流中心。该物流中心利用了“Land port 厚木”大楼的3楼和4楼的一部分,本厚木车站位于物流中心北西方向,是距离该中心最近的小田急线城铁车站,从车站可以乘坐公共汽车,走路15分钟也可以到达。(大楼概要见图表1)

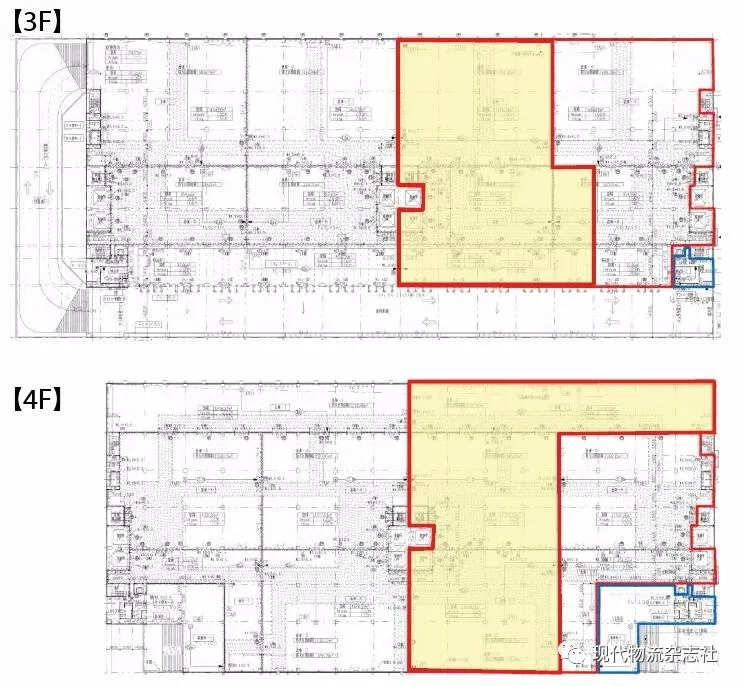
图表2 物流中心平面规划图(根据三菱食品公司提供资料,本刊整理)
物尽其用自动化和人工相得益彰
物流中心的运作流程如图表3,首先将入库商品全部完成入库登记,之后的仓内作业由无线手持终端HHT(照片)来检验全部商品,检验的类目包括了商品的种类和数量,还有生产日期等,在这些信息确认后进行入库验货作业处理。
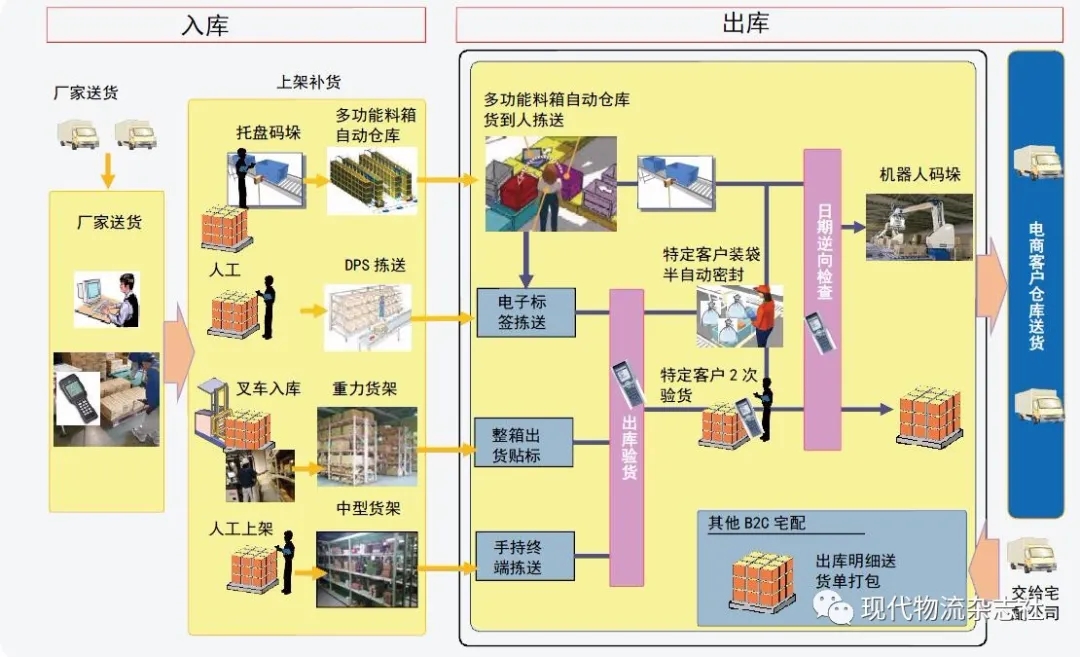
图表3 物流中心运营流程图(根据三菱食品公司提供资料,本刊整理)
验收完毕的商品存放区域为多功能料箱式自动仓库(照片)、数字标签拣选区域(DPS)、3楼和4楼的重力货架以及4楼的轻量货架共计4个部分,商品由这4部分分别入库。商品在进入多功能料箱式自动仓库后,将以纸箱为单位,全部开箱放入料箱,然后被系统自动存放在相应的货位(照片),照片中的料箱式自动仓库的货位有16,000个,共有两个巷道24台穿梭车以每秒4m的速度来回运作。
重力货架主要对应高频率的整箱出货,利用装载无线设备的叉车来进行入库作业(照片)。通过车载系统将货物和货位对应后录入系统,实现先进先出。小件电子拣选商品(DPS)区域和轻量货架区域因为没有输送线连结,只能依靠人工搬运。





(图2)手持终端
(图3)开箱商品放入料箱送入多功能料箱自动仓库货位
(图4)开箱商品移载周转箱即将入库商品
(图5)装有车载无线设备的叉车
(图6)货到人拣选工位
多功能料箱式自动仓库的出库作业采用货到人方式(Goods to Person)(照片),上文所提到的多功能料箱式自动仓库和工作站的设备都由东洋加耐驰株式会社提供。重力货架整箱出货区在外箱上直接贴上出货标签,在DPS和轻量货架区域的拆零作业基本依靠手持终端来作业,只有在DPS区域采用穿戴式设备(Welcat公司出品)来进行拣选作业。出库包装作业流程中,工作人员将会根据订单单位进行装袋处理(采用半自动塑封机如照片),同时整箱出货的商品也将在这里进行第二次稽核后出库。


(图7)DPS 区域使用穿戴式设备
(图8)半自动封包设备
告别全面自动化 注重效率和成本
该物流中心根据部分客户签约需求,还导入了效期逆向管理。在面向终端电商客户的物流中心,进行总量送货的越库作业为基本日常作业,需要将周转箱码放到托盘上进行出库,因此采用了大库输送机的码垛机器人,该设备每小时码垛800箱。除了B2B电商客户之外,此中心还有一部分直接宅配业务。
为了改善作业环境,在仓库内还导入了比较特别的设备,夏天可以降低体感温度5度的大型风扇(照片)。还有为了降低拣选人员的负担,采用了株式会社ZMP的自动跟随机器人“CarriRo”(照片)。通过这次的现场采访,本刊感受到些许不同。和三菱食品公司长久以来彻底贯彻自动化&机械化的其他物流中心相比较,除去多功能料箱式自动仓库之外没有看到大型自动化的设备。链接每个作业区域的流水线,只有在多功能料箱式自动仓库周边能看到,其他区域基本看不到,可以说得上这是设计非常简单的一个物流中心。这与三菱食品公司长久以来执行的策略大不相同。针对这点,佐藤先生告诉记者:“这是在有效利用物流自动化设备下了功夫的物流中心。”之前有过因为全面导入物流自动化设备,反而会被物流设备困住手脚的惨痛教训,所以在设立该物流中心时重新考虑了什么是符合时代要求的物流中心。为追求可持续发展的物流中心,聘用当地员工,以及基于少人数都可以有效运转物流中心的考量,三菱食品一直在思考到底需要导入什么样的物流设备,最终着眼于“以人为中心来控制设备”为出发点设计了这个物流中心。该物流中心主要为电商客户提供了尽可能多存放低频、多品种、少量的服务,原来的物流中心往往都会导入重力式高层货架,而随着业务量的增加,其他各种货架陆续被引进,因此产生的作业区域范围扩大,最终导致人效降低。另外还有每天约200个品项的商品需要替换而产生的货位管理混乱,为解决这些问题,所以搬迁到这个新的仓库。



(图9)码垛托盘交货为基本
(图10)大型电风扇
(图11)自动跟随机器人「CarriRo」
佐藤先生还自信地告诉记者:“新的物流中心运用成本和从前相比,降低了0.7个点”。今后三菱食品将着重在作业成本和人效两方面,并考虑将此物流中心作为如何有效运用自动化设备的试验田。在2018年11月横滨市金则地区,三菱食品竣工了一个零下21摄氏度,能实现自动出入库的专用冷冻仓库。如此在新时代的物流中心上大力下功夫,在食品供应链高度化的行业发展趋势中,期待三菱食品能成为行业的领头羊。
文章来源于中国《现代物流》杂志
下一页






 时间:下半年
时间:下半年
 地点:上海
地点:上海












