
【导语】近年来,制药行业出现了大量投资进行新药研究开发以及开展全球市场销售的现象,全球范围内的同行兼并而形成的行业集约化和大型化正在不断被展开。受此影响作为日本国内第一个企业兼并案例,原日本山之内制药与原日本藤泽药品工业于2005年4月合并成立了安斯泰来制药株式会社。从此以后,医药行业中的第一三共、大日本住友制药、田边三菱制药、协和发酵kirin等大型合并案连续不断。


确立东·西2个物流分拨中心,整合物流体制
安斯泰来制药将物流集散地的运营和现场操作,均外包给了三菱仓库株式会社。众所周知,三菱仓库(株)以承揽本项物流外包业务为契机,还承揽了武田药品工业等大公司外包的医疗用品物流业务,极大地提高了在医疗物流行业中的市场占有率。主导物流管理实务的是安斯泰来制药旗下专营日本国内业务的合作公司——安斯泰来营业支持株式会社,主要负责委托三菱仓库(株)的“物流业务统筹和管控、国内订单管理”。安斯泰来营业支持株式会社负责物流统筹管理的营业管理部长今村正博回顾说:“两家公司合并的时候,对双方各自经营的物流架构进行统筹管理,是一件非常困难的工作。”
“在实施过程中,基于整体优化的需要,所以细小的规章和程序也必须变更、完善,同时我们对两家公司的物流构架进行了优势互补各取所长,最终成功搭建了一个高精度的物流框架。”
作为综合库存管理系统,公司重组了WMS(仓库管理系统)。三菱仓库进行开发,设立了“医疗用品配送中心系统”。经过一系列改革,设备和系统的动态指令均实现了标准化、高效化,详如后文所述。
不仅如此,公司的另一个特征是:在手工操作的作业工序方面,融入了其多年积累的经验和教训。今村正博接着说:“作为医疗用品制造商的物流服务关键之一就是‘稳定供应’。因此,作为日本一流制药企业,我们应当追求极致,争取早日成为日本医疗物流行业服务品质第一的企业。”今村部长还例举了以下几个关键点。
• 安斯泰来制药(株)追求的物流品质
① 实时管理物流品质
② 必要的时候
③ 必要的商品
⑤ 仅仅所需的数量
⑥ 约定的时间
⑦ 准确无误送至特约经销商
实现上述“安斯泰来物流品质”服务的,就是利用同行业内屈指可数的高功能型物流集散地的东·西物流中心。经由遍布日本全国由三菱仓库运营的配送网络,形成配送体系,如果本州和四国地区的客户在10时30分之前下单,第二天送货上门;北海道地区的客户在10时30分/九州地区13时30分之前下单,均在第三天送货上门。凡冲绳地区的订单,全部由西日本物流中心发货,通过每周两班的定期海运航班配送。
东西物流中心的建筑物均采用抗震结构,并装备自备电源,以防发生大规模灾害而引起的停电,还备有BCP(企业可持续发展计划/应急物流)实施手册。除此之外,关于彻底贯彻和实施BCP相关对策的有关详情,在报道东日本物流中心的现场之后再作说明。
托盘保管和配货
本刊记者来到东日本物流中心的现场,首先进入的是托盘货架区域,将每天入库的常温商品保管以托盘为单位进行库存管理(见照片1)。托盘货架区域采用狭窄的通道方式,保管效率很高。托盘货架的上层是预约库存商品,操作人员从最下层开始,以包装箱(原包装)为单位,将商品拣选在托盘内(见照片2)。拣选用叉车上的车载终端会显示来自于WMS(仓库管理系统)发出的下一个需拣选商品的位置、品名、数量等信息,所以能实现高效、正确的作业。

小件商品的配货和打包
虽然托盘保管和包装箱配货作业也能在其他楼层进行,但是三菱仓库东京分店埼玉第三营业所的工段长清水康史说:“将各种出货商品分类汇总,实行集约化作业,同时根据实际工作量配备适当的操作人员,达到最佳平衡,这些优化工作每天都在进行。因此我们每天都合理地将操作人员分配至每一楼层。 ”

图4

图5

图6

清水 康史先生

图7
比较费时的细分化拣选作业,就是将常温商品收纳于倾斜式流水式货架上,在数字标签配货区域进行拣选(见照片4)。细分化拣选作业在流水线的源流处扫描一下出货指示订单上的条形码,进行拣选作业(见照片5)。
已被订货商品的门楣处指示灯会被点亮并显示出货数量(见照片6)。操作人员能迅速、准确地拣选,拣选作业完毕按一下按钮,指示灯即熄灭(见照片7),然后将包装箱放入折叠式周转箱内(见照片8)。每个区段上方的显示屏均会显示作业中的顺序号(见照片9),如果该区段没有需拣选商品,就会发出“请通过”的指示,非常高效。

图8

图9
小件配货商品的验货和打包
零散订单拣选结束后商品被放进周转箱,在流水线末端的验货台对所有的商品条形码进行扫描验货(见照片10)。现在,并非仅仅读取JAN条码,从2015年7月开始,强制读取厂家输入有使用期限的GS1数字条码(见照片11)。如今,各公司已经依次开展商品来源标识的应对工作,安斯泰来制药已完成了包装箱条形码的应对工作,目前正在完善包括小件商品个别批次在内的标识工作。

图10
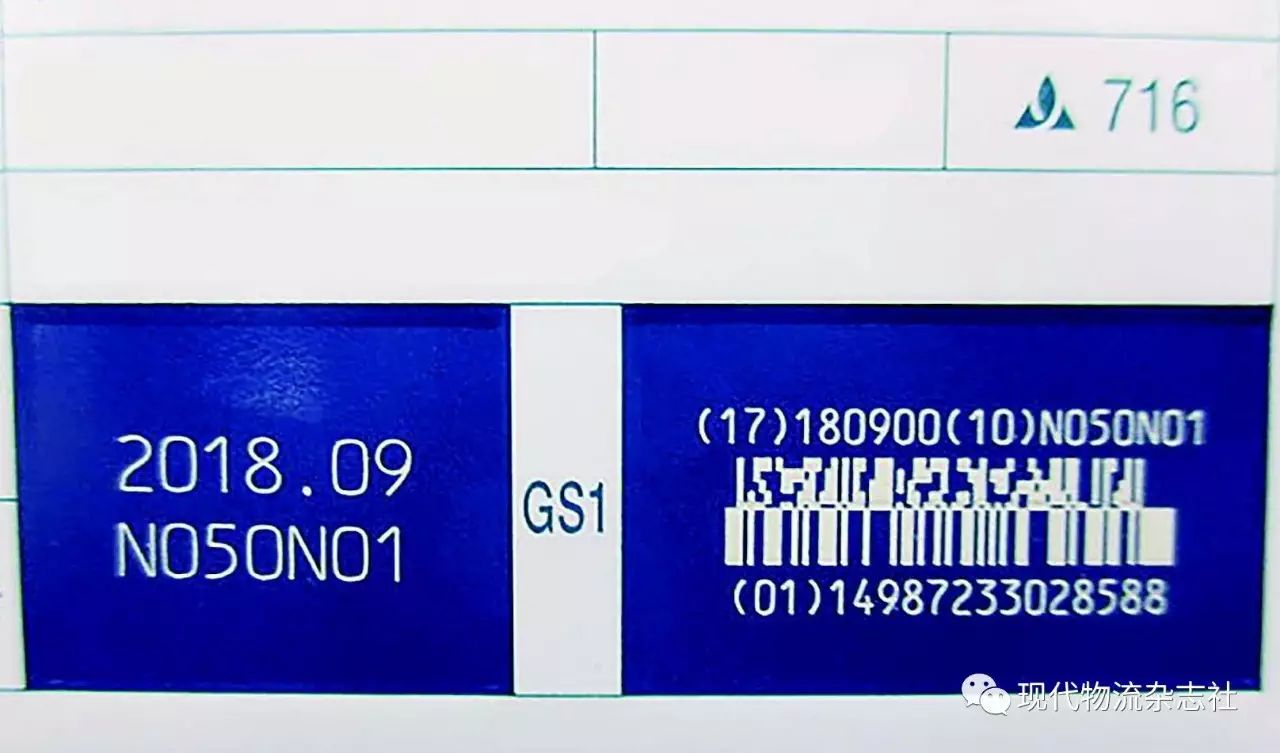
图11

图12

图13
验货结束后进行打包(见照片12)。不同商品的尺寸大小各不相同,所以应从好几种包装箱中选择最合适的包装箱(见照片13),并进行打包作业。上述作业的要点如照片14所显示,以提高作业品质。

图14

图15

图16
打包结束后的包装箱,按发货目的地放于横向侧的托盘上(见照片15)。此时,为了方便各外包运输公司操作方便,操作人员会对商品进行分类,以提高下游企业作业的效率。托盘上商品全部集中完毕后,通过垂直运输系统被送至出货泊位(见照片16)。
特别保管区域(冷藏品等)的出货
虽然各楼层的出入口均实行IC卡管理,但是对于必须严密管理的药品而言,必须采取特别严格的安全性管理措施(见照片17)。冷藏仓库中有2℃~5℃的冷藏库(见照片18)以及5±3℃的冷藏库,共2处,以应对冷藏品管理所需的温度管理要求。外侧的缓冲区,各保持在15℃、18℃,用于临时放置(见照片19)。

图17

图18

图19

图20

图21
照片20是出货泊位,装有已分类完毕商品的托盘会被在此集中,然后装载到卡车上。照片21是装有推拉器的叉车。来自安斯泰来制药本公司工厂的商品入库时,均装载在薄形托盘上,所以,进货时能有效利用装备推拉器的叉车。
事务所:安全性、BCP
本刊记者最后访问了事务所,主要了解该公司对安全性管理、BCP(企业可持续发展计划)应对方面的实际举措。公司内部安装了许多监控摄像头,能随时切换监控画面,形成了万无一失的监控体系。
公司将作为本中心的大脑——仓库管理系统服务器设置在抗震板上。虽然发生东日本大地震时,公司很幸运并未遭受重大灾难。但是从此以后,安斯泰来制药株式会社重新对全公司的防灾措施进行了全面检查,增设了抗震设备。

图22
照片22是订单受理中心。公司将日本国内的订单受理功能全部集中在1个处理中心。除此之外,物流中心还常驻有1名有管理药剂师资格,来自安斯泰来制药株式会社的员工。
遵照BCP要求,撤去自动化设备,克服温度管理的课题
•无论是自动仓库还是机器人
如现场报告开头所述,安斯泰来制药将东日本大地震作为教训,即使是物流集散地也必须彻底完善BCP(企业可持续发展计划)对策。今村正博营业管理部长深有感触地说:“东日本大地震使我们深感痛心。为了帮助受灾民众,仓库中虽然存有应急用的医疗用品,但是因计划停电,自动化设备无法运转,造成了无法立即出货的场面。”
虽然前面的报告中未曾涉及这一问题,但是本中心当初已经设置了托盘自动仓库、箱式自动仓库、包装箱配货—机器人、自动分拣输送带等全套自动化物流设备。
“如果发生停电,所有的设备均无法运转。我们必须预防仓库存内有库存商品却无法立即出货的事态重演。大地震灾后,全公司重新规划了销售物流的BCP(企业可持续发展计划)。其中对自动化系统进行了验证,相比一旦停电就无法运转的自动化系统,靠人机有效结合出货的方案就优异多了,符合BCP应急举措,而且从成本的角度考虑这种方式也有可取之处。”今村先生的话中充满自信。
“对于医疗用品生产厂家而言,稳定供应医疗用品是我们的使命。因此,在研讨BCP应对举措时,我们将稳定供应医疗用品定位于重要议题。类似医疗用品无法在关键时刻送达这种特殊情况,对于日本医疗用品制造厂家来说是绝对不能允许发生的。”
虽然发生这种特殊情况很难判断完全是由于设备自动化的原因。管理现场的清水先生指出:“自动化系统确实具有瞬间爆发力,另一方面,如果作业量超过设备处理能力,也无法顺利完成生产任务。关于这一点我认为:即使是人工操作,根据作业量适当增减操作人员,加上可以弹性调整现有的固定货架和配货叉车的作业内容,也能确保高效的劳动生产率。”
•强化温度管理,应对GDP标准
作为行规,医疗用品行业很早以前就将GMP(Good Manu-facturing Practice)国际标准作为医疗用品等生产厂家的品质管理基准,并予以普及推广,按照该基准,生产现场必须实施严密的温度管理,这早已成为常识。在此之后,欧美等国先行采用了在流通·物流服务阶段有义务实施温度管理GDP(Good Distribution Practice)标准。在日本,制药行业和厚生劳动省也就正式采用的事宜开始研讨。
今村正博指出:“今后的课题是如何适应GDP基准。关于物流中心内的温度管理,我们已经能够精确管理,并无问题。如今面临的课题是医疗用品送往特约经销商途中的温度管理问题。本公司正在专心致志地研讨应对措施。”
今后课题:BCP措施从硬件到软实力不断完善,及医疗用品流通领域
关于今后医疗物流服务行业的课题,今村正博继续提到:“大主题依然是BCP(企业可持续发展计划)。硬件方面应尽可能提升,软实力方面也在强化,如最近我们计划强化人才教育训练。如今需要考虑的是:如果因大灾难导致物流设备陷于毁灭状态,我们如何在一星期之内使其重新启动。我们正在研究一般来说不可能讨论的二个主题:一、当日本关东地区丧失物流配送功能时应该如何应对的主题;二、再次发生类似的东日本大地震,从大阪的西日本物流中心开展覆盖日本全国的物流服务设定训练。”
今村先生例举的另一个课题是:提高物流品质,积极应对医疗用品市场的高度化市场需求。可以想象,对于那些必须遵照特殊温度、湿度、震动等严密基准条件运送的特殊药品,我们必须掌握要求难度极高的物流技术。
另一方面,将视野放大到整个医疗用品流通领域,众所周知,近十几年,批发商的集约化正在不断加速进展,批发商的数量不断减少,如此生产厂家的配送数量也在减少。今村正博最后说道:“因为行业的整合和集约化,大大提高了运送品质和运送效率。但是,在医药批发商的物流服务方面,向医疗机构配送所存在问题已成为今后必须解决的课题。接受订单后能否短时间内送至对方,能否一天内多次配送,提供更优质的物流服务。并且,如何构建以温度管理为中心的高品质物流。物流领域的研讨和验证工作还将继续。”
其他文章链接
今村 正博先生
安斯泰来制药株式会社成立后不断推进的新药特殊化战略,取得了飞跃发展,被医药行业人普遍认为是“企业兼并的成功案例”。虽然企业的合并对物流业务的重新整合后产生了巨大的规模效应,但是并没有受到应有的关注。日本东北大地震之后,“稳定供应”成为最优先的经营课题之一,物流成为企业可持续发展重点。确立东·西2个物流分拨中心,整合物流体制
安斯泰来制药将物流集散地的运营和现场操作,均外包给了三菱仓库株式会社。众所周知,三菱仓库(株)以承揽本项物流外包业务为契机,还承揽了武田药品工业等大公司外包的医疗用品物流业务,极大地提高了在医疗物流行业中的市场占有率。主导物流管理实务的是安斯泰来制药旗下专营日本国内业务的合作公司——安斯泰来营业支持株式会社,主要负责委托三菱仓库(株)的“物流业务统筹和管控、国内订单管理”。安斯泰来营业支持株式会社负责物流统筹管理的营业管理部长今村正博回顾说:“两家公司合并的时候,对双方各自经营的物流架构进行统筹管理,是一件非常困难的工作。”
“在实施过程中,基于整体优化的需要,所以细小的规章和程序也必须变更、完善,同时我们对两家公司的物流构架进行了优势互补各取所长,最终成功搭建了一个高精度的物流框架。”
作为综合库存管理系统,公司重组了WMS(仓库管理系统)。三菱仓库进行开发,设立了“医疗用品配送中心系统”。经过一系列改革,设备和系统的动态指令均实现了标准化、高效化,详如后文所述。
不仅如此,公司的另一个特征是:在手工操作的作业工序方面,融入了其多年积累的经验和教训。今村正博接着说:“作为医疗用品制造商的物流服务关键之一就是‘稳定供应’。因此,作为日本一流制药企业,我们应当追求极致,争取早日成为日本医疗物流行业服务品质第一的企业。”今村部长还例举了以下几个关键点。
• 安斯泰来制药(株)追求的物流品质
① 实时管理物流品质
② 必要的时候
③ 必要的商品
⑤ 仅仅所需的数量
⑥ 约定的时间
⑦ 准确无误送至特约经销商
实现上述“安斯泰来物流品质”服务的,就是利用同行业内屈指可数的高功能型物流集散地的东·西物流中心。经由遍布日本全国由三菱仓库运营的配送网络,形成配送体系,如果本州和四国地区的客户在10时30分之前下单,第二天送货上门;北海道地区的客户在10时30分/九州地区13时30分之前下单,均在第三天送货上门。凡冲绳地区的订单,全部由西日本物流中心发货,通过每周两班的定期海运航班配送。
东西物流中心的建筑物均采用抗震结构,并装备自备电源,以防发生大规模灾害而引起的停电,还备有BCP(企业可持续发展计划/应急物流)实施手册。除此之外,关于彻底贯彻和实施BCP相关对策的有关详情,在报道东日本物流中心的现场之后再作说明。
托盘保管和配货
本刊记者来到东日本物流中心的现场,首先进入的是托盘货架区域,将每天入库的常温商品保管以托盘为单位进行库存管理(见照片1)。托盘货架区域采用狭窄的通道方式,保管效率很高。托盘货架的上层是预约库存商品,操作人员从最下层开始,以包装箱(原包装)为单位,将商品拣选在托盘内(见照片2)。拣选用叉车上的车载终端会显示来自于WMS(仓库管理系统)发出的下一个需拣选商品的位置、品名、数量等信息,所以能实现高效、正确的作业。
图1

图2

图3
集中在验货区域的托盘商品,经过再次验货后,贴上标签(见照片3)。经过双重验货,可有效排除出库出错。每天的订单基本上以包装箱为单位出货,每天的出货量约为3000~4000包装箱。图2
图3
小件商品的配货和打包
虽然托盘保管和包装箱配货作业也能在其他楼层进行,但是三菱仓库东京分店埼玉第三营业所的工段长清水康史说:“将各种出货商品分类汇总,实行集约化作业,同时根据实际工作量配备适当的操作人员,达到最佳平衡,这些优化工作每天都在进行。因此我们每天都合理地将操作人员分配至每一楼层。 ”
图4
图5
图6
清水 康史先生
图7
比较费时的细分化拣选作业,就是将常温商品收纳于倾斜式流水式货架上,在数字标签配货区域进行拣选(见照片4)。细分化拣选作业在流水线的源流处扫描一下出货指示订单上的条形码,进行拣选作业(见照片5)。
已被订货商品的门楣处指示灯会被点亮并显示出货数量(见照片6)。操作人员能迅速、准确地拣选,拣选作业完毕按一下按钮,指示灯即熄灭(见照片7),然后将包装箱放入折叠式周转箱内(见照片8)。每个区段上方的显示屏均会显示作业中的顺序号(见照片9),如果该区段没有需拣选商品,就会发出“请通过”的指示,非常高效。
图8
图9
小件配货商品的验货和打包
零散订单拣选结束后商品被放进周转箱,在流水线末端的验货台对所有的商品条形码进行扫描验货(见照片10)。现在,并非仅仅读取JAN条码,从2015年7月开始,强制读取厂家输入有使用期限的GS1数字条码(见照片11)。如今,各公司已经依次开展商品来源标识的应对工作,安斯泰来制药已完成了包装箱条形码的应对工作,目前正在完善包括小件商品个别批次在内的标识工作。
图10
图11
图12
图13
验货结束后进行打包(见照片12)。不同商品的尺寸大小各不相同,所以应从好几种包装箱中选择最合适的包装箱(见照片13),并进行打包作业。上述作业的要点如照片14所显示,以提高作业品质。
图14
图15
图16
打包结束后的包装箱,按发货目的地放于横向侧的托盘上(见照片15)。此时,为了方便各外包运输公司操作方便,操作人员会对商品进行分类,以提高下游企业作业的效率。托盘上商品全部集中完毕后,通过垂直运输系统被送至出货泊位(见照片16)。
特别保管区域(冷藏品等)的出货
虽然各楼层的出入口均实行IC卡管理,但是对于必须严密管理的药品而言,必须采取特别严格的安全性管理措施(见照片17)。冷藏仓库中有2℃~5℃的冷藏库(见照片18)以及5±3℃的冷藏库,共2处,以应对冷藏品管理所需的温度管理要求。外侧的缓冲区,各保持在15℃、18℃,用于临时放置(见照片19)。
图17
图18
图19
图20
图21
照片20是出货泊位,装有已分类完毕商品的托盘会被在此集中,然后装载到卡车上。照片21是装有推拉器的叉车。来自安斯泰来制药本公司工厂的商品入库时,均装载在薄形托盘上,所以,进货时能有效利用装备推拉器的叉车。
事务所:安全性、BCP
本刊记者最后访问了事务所,主要了解该公司对安全性管理、BCP(企业可持续发展计划)应对方面的实际举措。公司内部安装了许多监控摄像头,能随时切换监控画面,形成了万无一失的监控体系。
公司将作为本中心的大脑——仓库管理系统服务器设置在抗震板上。虽然发生东日本大地震时,公司很幸运并未遭受重大灾难。但是从此以后,安斯泰来制药株式会社重新对全公司的防灾措施进行了全面检查,增设了抗震设备。
图22
照片22是订单受理中心。公司将日本国内的订单受理功能全部集中在1个处理中心。除此之外,物流中心还常驻有1名有管理药剂师资格,来自安斯泰来制药株式会社的员工。
遵照BCP要求,撤去自动化设备,克服温度管理的课题
•无论是自动仓库还是机器人
如现场报告开头所述,安斯泰来制药将东日本大地震作为教训,即使是物流集散地也必须彻底完善BCP(企业可持续发展计划)对策。今村正博营业管理部长深有感触地说:“东日本大地震使我们深感痛心。为了帮助受灾民众,仓库中虽然存有应急用的医疗用品,但是因计划停电,自动化设备无法运转,造成了无法立即出货的场面。”
虽然前面的报告中未曾涉及这一问题,但是本中心当初已经设置了托盘自动仓库、箱式自动仓库、包装箱配货—机器人、自动分拣输送带等全套自动化物流设备。
“如果发生停电,所有的设备均无法运转。我们必须预防仓库存内有库存商品却无法立即出货的事态重演。大地震灾后,全公司重新规划了销售物流的BCP(企业可持续发展计划)。其中对自动化系统进行了验证,相比一旦停电就无法运转的自动化系统,靠人机有效结合出货的方案就优异多了,符合BCP应急举措,而且从成本的角度考虑这种方式也有可取之处。”今村先生的话中充满自信。
“对于医疗用品生产厂家而言,稳定供应医疗用品是我们的使命。因此,在研讨BCP应对举措时,我们将稳定供应医疗用品定位于重要议题。类似医疗用品无法在关键时刻送达这种特殊情况,对于日本医疗用品制造厂家来说是绝对不能允许发生的。”
虽然发生这种特殊情况很难判断完全是由于设备自动化的原因。管理现场的清水先生指出:“自动化系统确实具有瞬间爆发力,另一方面,如果作业量超过设备处理能力,也无法顺利完成生产任务。关于这一点我认为:即使是人工操作,根据作业量适当增减操作人员,加上可以弹性调整现有的固定货架和配货叉车的作业内容,也能确保高效的劳动生产率。”
•强化温度管理,应对GDP标准
作为行规,医疗用品行业很早以前就将GMP(Good Manu-facturing Practice)国际标准作为医疗用品等生产厂家的品质管理基准,并予以普及推广,按照该基准,生产现场必须实施严密的温度管理,这早已成为常识。在此之后,欧美等国先行采用了在流通·物流服务阶段有义务实施温度管理GDP(Good Distribution Practice)标准。在日本,制药行业和厚生劳动省也就正式采用的事宜开始研讨。
今村正博指出:“今后的课题是如何适应GDP基准。关于物流中心内的温度管理,我们已经能够精确管理,并无问题。如今面临的课题是医疗用品送往特约经销商途中的温度管理问题。本公司正在专心致志地研讨应对措施。”
今后课题:BCP措施从硬件到软实力不断完善,及医疗用品流通领域
关于今后医疗物流服务行业的课题,今村正博继续提到:“大主题依然是BCP(企业可持续发展计划)。硬件方面应尽可能提升,软实力方面也在强化,如最近我们计划强化人才教育训练。如今需要考虑的是:如果因大灾难导致物流设备陷于毁灭状态,我们如何在一星期之内使其重新启动。我们正在研究一般来说不可能讨论的二个主题:一、当日本关东地区丧失物流配送功能时应该如何应对的主题;二、再次发生类似的东日本大地震,从大阪的西日本物流中心开展覆盖日本全国的物流服务设定训练。”
今村先生例举的另一个课题是:提高物流品质,积极应对医疗用品市场的高度化市场需求。可以想象,对于那些必须遵照特殊温度、湿度、震动等严密基准条件运送的特殊药品,我们必须掌握要求难度极高的物流技术。
另一方面,将视野放大到整个医疗用品流通领域,众所周知,近十几年,批发商的集约化正在不断加速进展,批发商的数量不断减少,如此生产厂家的配送数量也在减少。今村正博最后说道:“因为行业的整合和集约化,大大提高了运送品质和运送效率。但是,在医药批发商的物流服务方面,向医疗机构配送所存在问题已成为今后必须解决的课题。接受订单后能否短时间内送至对方,能否一天内多次配送,提供更优质的物流服务。并且,如何构建以温度管理为中心的高品质物流。物流领域的研讨和验证工作还将继续。”
其他文章链接
【他山之石】 "中国制造2025"与“工业4.0”实现路径——以A家电企业改善为例
【他山之石】共享经济撼动了物流最后一里服务——GoGoVan机车快递
【他山之石】共享经济撼动了物流最后一里服务——GoGoVan机车快递(二)

下一页






 时间:下半年
时间:下半年
 地点:上海
地点:上海












