
机器视觉在复杂多变的市场需求与供应链场景下,为物流管理带来便捷,成为仓储物流决胜之“眼”。
据统计,2019年,全球工业机器人销量为37.3万台。随着疫情爆发,越来越多企业开始实行“机器换人”,其市场规模在进一步增长。机器人被称为“制造业皇冠顶端的明珠”,是衡量产业竞争力的重要标志之一,其技术及应用已成为当今科技和产业发展的“必争之地”。
作为机器人的“眼睛”,机器视觉是利用光学元件和成像装置对目标进行图像采样,并将图像传入计算机进行处理,得到目标信息的技术。简而言之,即给机器人安装人的视觉模拟系统来进行判断。某种程度上,相机的发明意味着机器视觉的萌芽期,而在现代物流中,绝大多数商品都会用到机器视觉,例如,快递与商品身上标注的二维码。
探究机器视觉
机器视觉能够克服人类视觉的不一致性、非重复性和主观性等问题,在速度、效率、客观性、精确性等方面优势明显。同时,在高光谱、高分辨率以及工作持续性、环境适应性等方面超越人类视觉极限。机器视觉技术,可广泛应用在机器人引导、工业生产现场等自动化生产领域,有效对生产线传送位置不固定的工件进行定位,协助工业机器人完成抓取和搬运等作业。
工业机器视觉的主要功能包括四种——识别、测量、定位、检测。识别是甄别目标物体特征,包括外形、颜色、条码等,主要完成准确度与指标,例如读取物体上的字母、颜色、数字等;测量是通过获取的信息,精确计算物体尺寸,应用于复杂形态测量;定位是获取物体的空间位置信息,完成一些辅助操作;检测则是判断产品是否存在质量缺陷,如物体外观缺陷、污浊、功能瑕疵等。
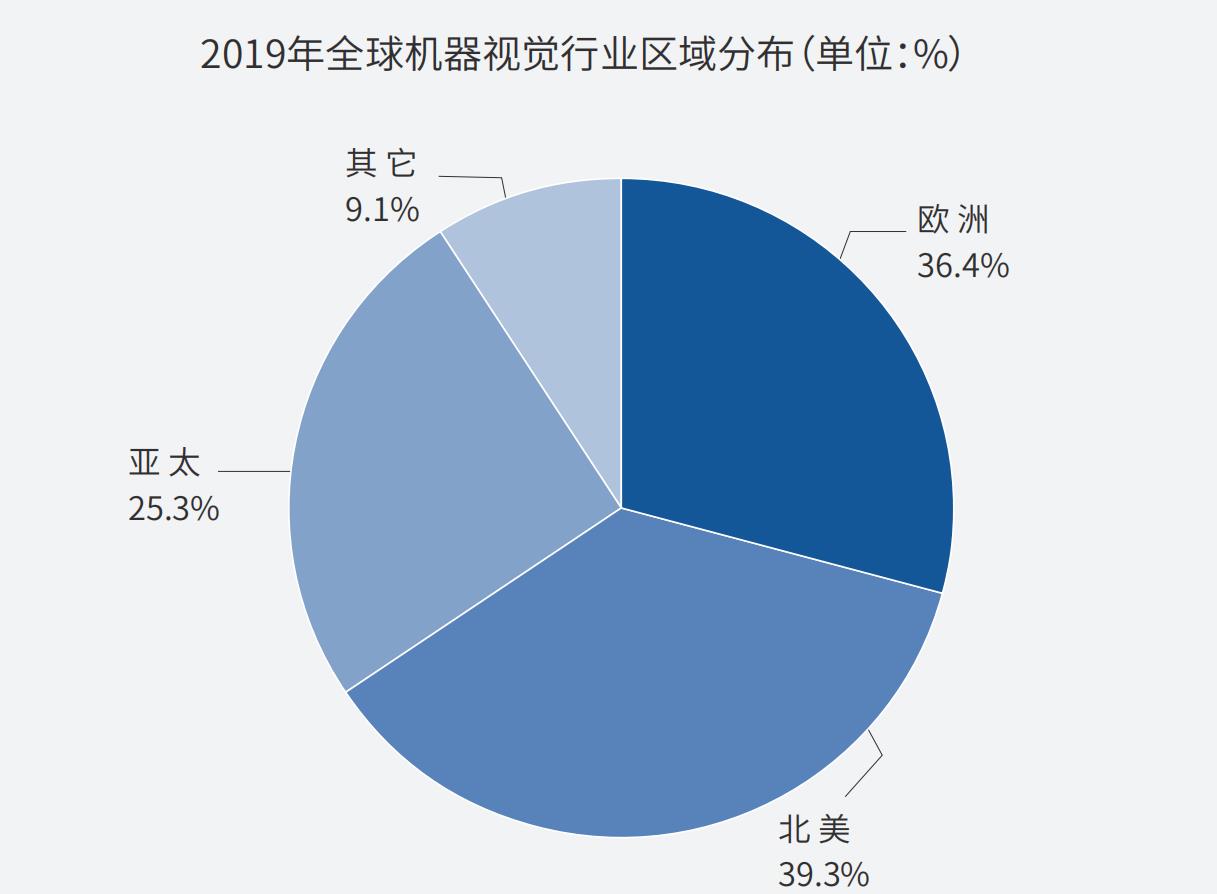
随着新技术、新理念不断涌现,机器视觉日久弥新,已广泛应用于电子、汽车、半导体、医药、农业、军事、其他制造业等许多领域。据统计,目前,消费电子为机器视觉的第一大应用市场,约占25%,其次是平板显示、汽车、电池等领域。而较先进的机器视觉技术仍然由欧美、日本掌握。那么,在实现无人化、智能化仓储管理中,优质的机器视觉解决方案有哪些?
物流仓储发力机器视觉
赋能拆码垛分拣
随着电商、物流行业的快速发展,分拣方式的发展迫在眉睫。在仓储物流中,人工分拣作业具有效率低、易出错、成本高等痛点,尤其在拆码垛应用过程中,其作业量大且单一、人工作业的质量及效率低,催生出自动拆码垛系统,能够解决多SKU且物品无序的问题。
用机器视觉做拣选
在仓储“最后一公里”的拣选环节,传统机器人的技术瓶颈无法为海量SKU提供高效的解决方案,针对这个痛点,利用视觉分析处理与实时运动规划解决物流业的自动化痛点。当目标物品进入指定区域后,该视觉系统在电商物流分拣中,能够准确判断物品的位置及形状,精准完成抓取作业。
然而,关于上述机器视觉在物流业的具体应用,单单只谈技术设备并没有太大意义,机器视觉能够不断升级智能物流,也有赖于它与AI、大数据、云计算等技术的系统结合,这也为机器视觉的未来发展提供更多可能性。
机器视觉的未来趋势
从行业实际应用的角度而言,中国的机器视觉市场远未饱和,高端的配件和软件算法目前仍由国外企业垄断,其在电子制造业、汽车业、半导体、机械制造等相关行业的发展空间依然比较大。然而,尽管机器视觉已成功应用于诸多行业,但其本身仍存在很多问题,包括硬件与软件两个方面。

技术成本更优解
实际上,硬件问题主要是成本与技术难平衡问题。在不断提高测量精度的前提下,企业如何降低生产和使用的成本?倘若机器视觉尽可能采用标准化或模块化技术,使用户根据应用需求快速实现二次开发,便可有效解决成本难题,并将成本优势发挥最大化。一套设备的多场景应用,一方面可以降低项目总成本;另一方面又能代替产线检测人员、操作人员等,实现24小时不间断作业,节约后期成本。更重要的是,机器视觉与其他自动化设备相结合后,可以支撑更大规模的工业自动化应用,例如工业机器人、自动化集成设备等。
软件智能化升级
软件上则需要关注视觉产品智能化,包括如何在实际应用中提高对场景的适应性,一套设备能否应用于多领域而非某单一行业等问题。随着人工智能与高性能图像处理技术的升级,机器视觉与AI融合将成为未来趋势,在AI技术的加持下,机器视觉更能像人类一样“自主思考”,迅速做出判断。基于此,可将机器视觉与AI深度结合,解决场景多样化、物品种类复杂化,环境多变量影响等问题。同时,智能制造更离不开机器视觉的数据支撑。机器视觉通过收集各种生产数据从而提供更优的定制化解决方案,才更有可能实现柔性智造。
机器视觉技术的发展极大提高了仓储的生产力与自动化水平。未来,机器视觉伴随AI的爆发,将赋能自动化设备将朝着更智能、更快速的方向进发,不断满足各个业态未来的发展需求。






 时间:下半年
时间:下半年
 地点:上海
地点:上海












